曲轴的修复如下。
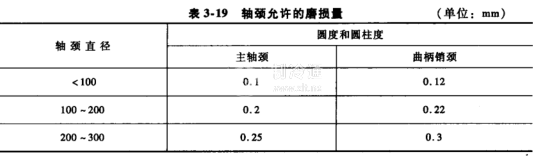
1.轴颈磨损的修复曲轴主轴颈和曲柄销颈的磨损达到表3-19中的数值时,应进行修理。
(1)手工修理磨损量小于0.05mm时,先用手锉,而后用研磨夹具研磨。研磨夹具如图3-31所示。
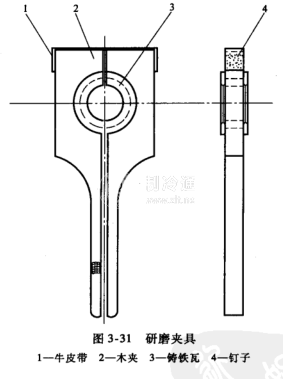
研磨夹具的铸铁瓦的内径应由所修理轴颈尺寸决定,其圆度和圆柱度应不低于6级精度;其宽度应略宽于轴瓦的宽度,铸铁瓦的圆角比轴颈圆角大1mm。研磨工艺分细研与精研,研磨膏要选好,不能有杂质、粗颗粒,否则会伤及轴颈表面。在研磨过程中,应勒检查、勤清洗,同时要特别注意圆角的光滑度,并不应小于原设计尺寸。
(2)刷镀修复
轴颈磨损为0.05~0.5mm,且较均匀时,可用刷镀技术修复。要点见3-19问答中的刷镀方法。
(3)金属喷涂修复
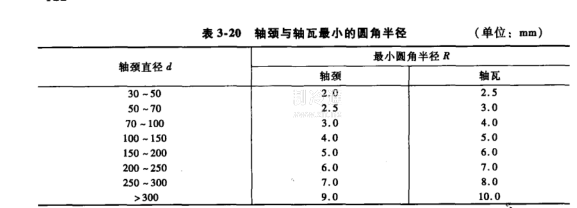
轴颈磨损大于0.5m时,或几经修理,尺寸小于极限尺寸,或烧研严重等情形下,应用金属喷涂技术进行修复。但轴颈的直径和最小半径之比R/d应为0.06~0.08,不得小于表3-20中所规定的数值。
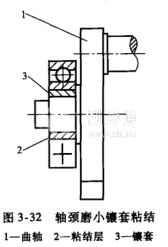
(4)钻套粘结安装滚动轴承的轴颈在修理时,可将轴颈部分磨小,再制作一个薄壁套与之配合,粘结后再磨削加工到所需尺寸,如图3-32所示。