
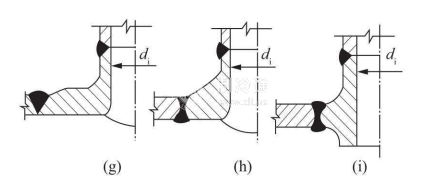
这种结构是将压力容器的接管和壳体连接处部分连同加强部分作成一个整体锻件,然后再与接管和壳体焊在一起。
整锻件补强如图7一14(g)~(l)所示。其优点是补强金属集中于开孔应力最大的部位,应力集中系数最小,并且采用对接焊缝,使焊缝及其热影响区离开最大应力点的位置,抗疲劳性能好,疲劳寿命约缩短10%一15%左右。若采用密集补强形式[图7一14(h)],又加大过渡圆角半径,则补强效果更佳。但整锻件制造较困难,加工量大,所以只有在严格规定或操作条件恶劣的重要设备上采用。

工程设计中采用什么样的补强形式,不但要从强度上考虑,还需从工艺要求、制造容易、方便施工等方面综合考虑。







