
在制冷压缩机就位之前,依据图纸“放线”找出地基基础中心线,如有多台压缩机时,应使中心线平行并且对齐。用强度足够的钢丝绳套在压缩机的起吊部位(不许套在轴上及仪表等设备)。按吊装的技术安全堆积将压缩机吊起,穿上地脚螺钉,对准基础中心线,放在预先浇注好的混凝土基础上,用垫木垫稳,在地脚螺钉孔两侧摆上垫铁(互成90°),一切准备妥当之后,将压缩机慢慢放在垫铁上。
将水平仪放在压缩机的加工基准面七(对于立式或六缸,八缸压缩机,则利用飞轮基准面或曲轴伸出端进行检查),利用垫铁调至水平。安装梢度是轴向和横向水平偏差每米为0.1mm,当然精度越高越好。垫铁与机底不能有间隙,使其受力均匀。
水平调整后,用不低于基础标号的水泥沙浆,浇注在地脚螺钉孔中,边浇边捣实,同时填实机底与基础间的空隙。用气焊割去伸出基础外的垫铁,如系两块垫铁重合,必须用电焊点牢。最后待基础孔中混凝土全干后(需3天~4天,冬季应适当延长)再作一次校正,拧紧地脚螺钉,用1:2水泥沙浆粉抹平,并覆盖垫铁。
如果电动机和压缩机无公共底盘,在安装压缩机的同时,将电动机及电动机导轨安装好,并用拉线的办法使电动机和压缩机皮带轮在一个平面上。若是直接传动,还须调节电动机和压缩机两轴同心,其径向偏差数不大于0.2mm~0.3mm,否则弹性橡皮易坏,并能引起振动。
两机轴线同轴度调整得愈精确愈好。在调整时往往是固定压缩机,调整电动机。将千分表的支架固定在电动机的轴上或电动机半联轴带上,表的测头,触在压缩机飞轮上,或飞轮的内倒角上,旋转一周,根据千分表计数来调整电动机的左右和上下偏差,直到偏差符合要求为止。为了提高校正速度,也可用两只千分表同时进行,一个测头放在飞轮端面上即垂直方向,另一个测头触在水平方向,这种方法找同心较精确。
压缩机的安装,除上述方法外,还有事先将地脚螺钉预埋在基础中,这样作地脚螺钉较牢固。但是这种方法必须计算精确(如地脚螺钉露出地面高度,相互间的距离等),否则设备就无法安装就位。
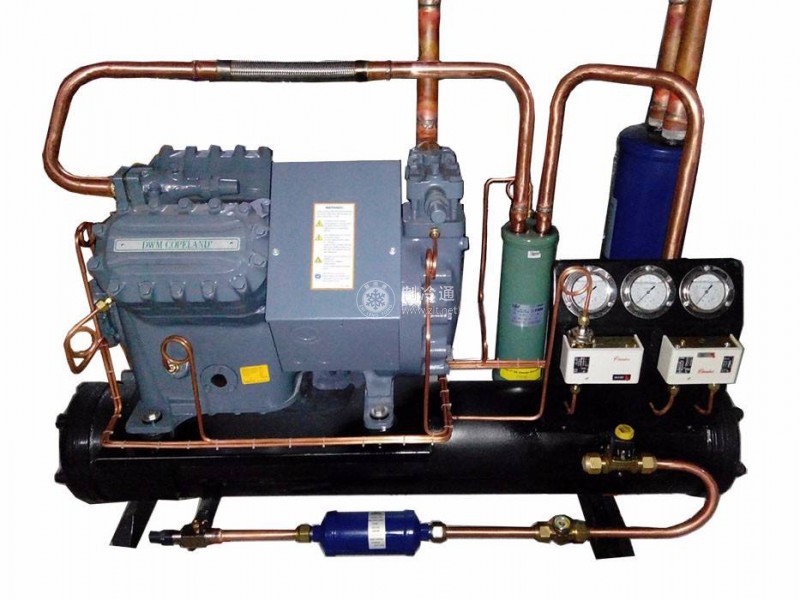
对于机组的安装比较简单,可参考上述办法及产品说明书进行。对于整体式设备,安装工作量更简单,只需放平、防振,接上水、电即可。







