
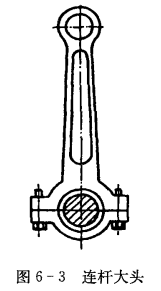
连杆大小头轴瓦的修理,仍然是以刮研为主。将大头轴瓦夹持在虎钳上,要求水平,用三角刮刀,刀口与刮削面成30°角,吃刀量不能太深,从轴瓦对剖分面边缘向中心刮削。在油槽附近5mm处要求贴合面大,以减少润滑油的泄漏,或不能形成油膜。当轴瓦与曲柄销对研着色找点时,曲柄销必须放置水平,或者将曲轴装在已修好的前后轴承上水平放置。切忌倾斜或直立安放,否则轴瓦要刮偏。刮研中要求点子大小要均匀,刮后应达到在25 X 25mm的面积上有19~25点。若同一轴上有几副轴瓦,则每副轴瓦之间点数、点子的大小应尽量一致,不宜悬殊过大,否则也会烧瓦。轴瓦刮研好后,一般用增减剖分面间的垫片来保证其间隙要求数值。在调整中垫片的总厚度一般不宜超过0. 3mm,过大将影响质量,然后将各轴瓦对号入座,装配在曲柄销上,旋紧连杆螺母(最好用测力扳手),使各螺母紧度一样。最后分别将各连杆,从水平位置上轻轻放下,如图6-3所示。如果连杆缓缓绕着轴线向下转动,且到铅垂位置时无多大来回摆动,即可认为轴瓦刮研良好。
连杆大头轴瓦可以沿轴向有平行移动,但不能扭动,否则说明轴瓦刮偏或曲柄销有严重的椭圆度、圆锥度。一般说来一副轴瓦上半瓦点子比下半瓦多些为好。对于上半轴瓦或上半轴瓦本身而言,轴瓦顶部点子也应比轴瓦的两侧部和两端部的点子稀疏一些。总之,各轴瓦的点子稀密最好一致,否则运行中势必要烧点子密的轴瓦。
当连杆活塞装入气缸时,也可进一步检查轴瓦的刮研质量。从活塞顶部用塞尺检查活塞与气缸的间隙,如果间隙不均,则说明轴瓦偏了,需要纠正。对于气缸布置形式为V或W型,则从活塞顶部观察,因为重力作用关系,上、下、左、右四点中,下一面可能没有间隙,但左右不应有间隙不均的现象。
对于薄壁轴瓦,由干合金层很薄(不到1mm),只有极微的刮研量,故磨损到一定程度后就应更新。







