
当气缸缺油或其他原因被烧后,缸内表面会出现毛刺或径、轴向伤痕,这称为气缸”拉毛”,由于干摩擦而产生高温,局部地方产生脱碳现象 ,致使气缸镜面变毛变硬。如此种"拉毛"现象严重时,可采用研磨恢复其镜面光洁度。如果研磨还不能恢复,就必须 链缸,将缸径尺寸加大一级,然后再研磨到镜面光洁度,此时活塞与活塞环也随气缸相应加大一级。
对于一般轻微的气缸“拉毛”现象 ,允许用条形油石拌煤油进行研磨。在研磨中,油石不能只停留在一个位置,应涉及整个毛面 ,当磨出气缸镜面之后,用标准活塞环推入气缸进行着色找点,然后再研磨,直到符合要求为止。
应该指出,镗缸、研磨加大一级时,一般可按内燃机修理的规定准则进行 ,加大一级即指加大气缸直径0. 25mm, 通常加大一级即可排除气缸“拉毛"现象。特殊情况下可加大二级,即 0. 5mm,甚至可加大三级,四级。按规定一般加大尺寸最好不超过四级。如果气缸直径加大很多,则应考虑下面的情况,即加大活塞,且不能只考虑单缸加大,否则曲轴将受力不均,容易造成事故。由于气缸加大,制冷机吸气基加大,对于电机功率、气阀 、曲轴强度等都要综合考虑。新系统产品多采用气缸套的结构,当气缸套磨损严重时更新即可。
活塞环在拆卸后,一般都很难按原位置装入气缸,所以有条件的应全部更换。如不全部更换, 至少第一道环应采用新环。这是因为第一道活塞环接近项部 ,润滑较差,受力严重 ,又处在高湿条件下工作,所以磨损严重。新换上的活塞环锁口间隙 ,略小一些问题不大,运行一段时间后,活塞环锁口间卡会增大,但应能满足活塞环因受热膨胀的间隙要求。
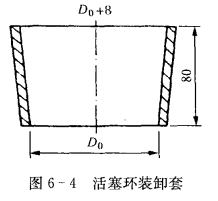
活塞连杆在装入机体之前应抹上冷冻油,活塞环锁口应错开,对于顺流式的制冷机切鼠锁口正对吸气窗口,以免造成卡断活寒环或拉毛气缸事故。装配活塞连杆组时,可借助活塞环装卸套,如图6-4所示,缓缓装入气缸即可。图中D0与气缸直径一致。







