矩形弯头和三通角度不准确、气密性不佳
矩形弯头和三通制作时容易出现角度偏移、表面不平、管口对角线不相等、咬口不严等现象。出现这种情况的主要原因有:
1、内、外弧的直片料找方直角不准确。未考虑材料本身厚度,成品制成后,形成外弧片短、内弧片长的现象,影响了角度。
2、带弧度的两片平面料划线走规。
3、三通外弧折角咬口处,出现小孔洞。
4、联合角型咬口宽度不相等,咬口处受力不均。
针对这些情况的正确应对措施是:
1、用经过校正的角尺找方下料。矩形弯头展开侧壁用尺寸R1, R2划线,宽度应当加折边咬口余量,防止法兰安装不合适。弯头背面、里面展开长度分别为1.57R1、1.57R2。卷弧时应保证其准确性。
2、两大片展开下料后,需对片料两端严格角方.将带弧度的两平片料重合,检验其外形重合误差,并且按允许偏差进行调整。
3、三通外弧折角处出现的小孔洞,对于镀锌钢板可以用锡焊补焊;对于黑铁板可以用气焊补焊。
4、手工咬口时,要使宽度合适,确保弯头外形尺寸,咬口时应当保证受力均匀。
风管咬口处开裂
矩形风管断面较大时,四角咬口处容易开裂。出现这种情况可能是由于咬口形式选用不当或者由于运输、振动以及安装时风管各方向受力不均匀。
1、对矩形风管大边尺寸在1500mm以上时,应当采用转角咬口或者联合角型咬口,尽量不要使用按扣式咬口。
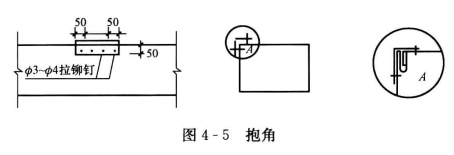
2、风管按照扣式咬口若开裂,可以用与风管同质材料做一个50mm X50mm, 90°的抱角,用ɸ3~ɸ4的拉铆钉固定,将风管咬口开裂处修补好。抱角长度应当大于风管开裂长度100mm左右,如图4-5所示。