摔制钢管大小头时管壁上敲出凹坑且过渡较差
摔制钢管大小头是将钢管一端用手锤敲打成异径管件的一种手工操作方法。它常用于小管径或两端管径相差不大的大小头制作。如果摔制操作不当,可能使管壁上敲出凹坑或过渡较差,影响正常使用和观感。
1、钢管可用烘炉或氧一乙炔火焰加热,温度控制在800~950℃(管壁呈暗红色)为宜。摔制正心大小头时,边锤击管端边转动钢管,使小头的管面圆滑过渡。锤底应平起平落,以免在管壁上敲出凹坑,一遍摔不成可再加热,直至摔好为止。

2、摔制偏心大小头时,管端下壁不应加热,如用热烘炉加热,可用水使管端下壁稍冷却再摔。为保证过渡圆滑,摔制时要来回摆动。
3、摔制时,变径过渡部分的长度应按管径大小而定。为了减少局部阻力,保证介质的稳定流动,变径过渡部分的长度不应小于大头外径。
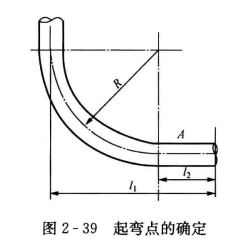
不了解管弯起弯点的确定方法
管弯的弯曲点是指管子弯曲部分的特殊点。它可分为起弯点(开始夸曲的点)、中弯点(管育青曲长度内的中间点)和终弯点(弯曲终止的点)三种。
在计算出管夸弯曲部位的长度后,应正确地确定管夸的起夸点、中弯点和终弯点,其中确定起弯点是弯管中一项十分重要的工作。
可以根据在配管时测得的所需直管段长度I1,直接确定起弯点,也可以根据测得的所需直管段到弯曲部分外围的尺寸l2来计算确定起弯点。如图2-39所示,为90°管弯的起弯点确定方法。对于其他各种形状的管弯,可用同样的方法确定。