
(2)曲轴径向超差对曲轴进行测量,发现主轴径向尺寸超差;将主轴瓦放于瓦赛中,将曲轴吊装到位,用压铅丝的方法进行测量主轴瓦的间隙,间隙指标仍然超标。
曲轴测量尺寸如图11-22所示。
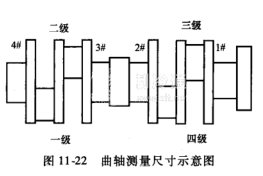
由图可知,曲轴尺寸的主轴径及曲轴径都有偏差。偏差造成的原因是此压缩机在试车时,润滑油中有杂质,将曲轴磨损,制造厂家将曲轴进行研磨修复,在研磨中只是将磨损部分进行修复,造成曲轴尺寸超差。

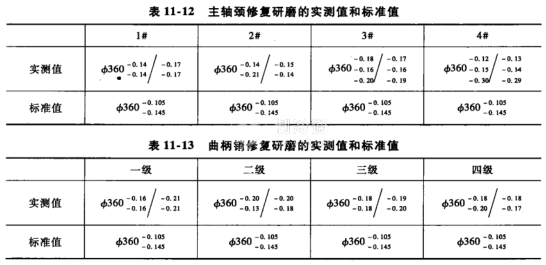
针对现在的尺寸,决定将曲轴进行修复研磨,使主轴径和曲轴销圆度的圆柱度达到标准,如表11-12和表11-13所示。
安装用的瓦是回瓦,可以根据修研后的轴配瓦,按照间隙配合要求。对瓦进行修刮配研,将瓦隙与接触面积达到标准要求。经过此种调节后,曲轴瓦超差的缺陷得到了解决。
(3)激光找正仪的应用为了更好地安装机组,购买了EASY-LASER型激光找正仪,为瑞典进口产品。
激光找正仪的功能有很多,如联轴器的对中找正、压缩机曲轴箱的水平等。
在往复压缩机的找正过程中,应用了激光找正仪测量曲轴箱的水平和4个瓦窝的同心度。找同心度用找正仪和用拉钢丝法相比,设备简单,不用架支架、上钢丝:测量程序简单,不必测量几个方向的位移,且不需要考虑挠度的影响。
按照找正仪的操作程序进行操作,在一端打上激光、在另一端接收激光,然后分别在4个瓦窝上进行测量计算。在找正仪的显示器上可以显示瓦窝的中心线是否在一条线上,且偏离中心线的距离有多少。按照各个瓦窝偏差中心线的多少调整垫铁,以保证瓦窝中心线在一条线上。将用找正仪找水平的数据和用水平仪的进行对比印证,可得到曲轴箱找水平的较准确数值。
在联轴器对中调节时,也可使用激光找正仪。和用磁力表座百分表找正数值相比,激光找正仪显示直观,操作程序简单,两边对轮可以相距较远,不需要考虑磁力表座挠度的影响。在两边对轮上装上找正仪靶子,按照找正仪的找正程序进行测量,在找正仪的显示器上同样可以得到找正的情况,如外圆与平面相差多少、需要在哪边调整等。根据找正仪要求,并结合经验,可以得到较好的找正数据。







