
往复压缩机在石油化工装置中得到了广泛的应用,随着生产装置的大至化,往复压缩机也朝着大型化的方向发展。最近几年,在我国就有越来越多的大型往复压缩机投入使用,其运行好坏在很大程度上与安装试运行过程有关。因此,只有在安装与试运行过程中把好关,才能保证压缩机在使用中的运行状态良好。下面就介绍在大型往复压缩机安装与运行中的一些体会。

1.安装中出现的问题及解决办法
(1)曲轴箱水平超差某台大型往复压缩机安装,该机组形式是4列对称平衡形。安装过程中依据安装方案进行安装,先把曲轴箱吊装到基础上,在曲轴箱下垫垫铁进行找水平。因为曲轴箱较大,制造厂家分两半制造,中间用螺栓连接起来,有4只主轴承、4列缸。将水平仪分别放到4个主轴径瓦窝上,在4列十字头滑道处放水平仪进行轴向与纵向的水平监控。因此,在找水平时,要将这8只水平仪的水平都调至标准数值,曲轴箱的水平就调整到位了。这个步骤分为两步:一是轴向的4个主轴瓦窝的水平,二是纵向的4列缸的水平。水平仪应放置在滑道处如图11-21所示:
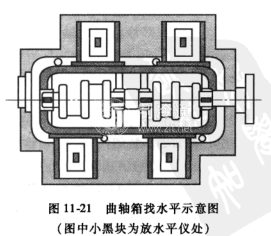
4个主轴承瓦窝处放置水平仪测轴向水平,在4个滑道处放置水平仪测纵向水平。在实际安装找正时,首先按安装说明,将垫铁布置在曲轴箱箱体的周围,在瓦窝和滑道处放置水平仪,用垫铁来调整水平。但是在调整水平时,无论怎样调整垫铁,都不能保证其在标准之内。其主要问题是在主轴径的水平上的4个瓦窝是两头高、中间低。
将问题反映到制造厂家,制造厂派出服务人员到现场,提出将地脚螺栓把紧,使曲轴箱受外力来调整水平。
将地脚螺栓把紧后,可以将水平调整到标准数值范围内,但是将曲轴吊入,发现曲轴箱体已变形,主轴承瓦窝处变形,将曲轴卡住。因此,用把紧地脚螺栓的办法来调整水平是行不通的。
分析以上现象,产生这一问题的原因有以下几点:
①曲轴箱是两个半箱体,中间用螺栓拧紧。曲轴箱设有拉紧螺栓,完全依靠拧紧上盖板来保证箱体的刚性。这样在左曲轴箱找水平时,上盖板没上,曲轴箱的刚性就较差。主轴瓦窝是用黛床鏜孔而成,4个瓦窝同心度要求是0.05mm/m。在运输与储运过程中,中间螺栓很容易松掉,则不能保证4个瓦赛的同心度要求,造成水平度超差。
②垫铁的布置位置不均匀,不能平衡曲轴箱自重,使得曲轴箱中间下沉。机组的曲轴箱是两个半机体,中间用螺栓拧紧,构成一个箱体。制造厂家在加工瓦座和十字头滑道时,首先将箱体放上机床,将箱体底面找平,以底面为基准,把瓦窝、十字头滑道加工出来,这样就可以保证瓦窝、滑道在同一平面内。安装时的找正就是把底座找水平,使瓦窝滑道处于加工时的平面内。如果垫铁都布置在曲轴箱四周,两个半箱体中间没有垫铁,由于箱体的自重较大,容易造成曲轴箱两边高、中间低。
根据以上分析,决定采取以下措施:
①松开地脚螺栓,使曲轴箱在自由状态下找水平。
②将两半曲轴箱体的中间螺栓用扳手复位拧紧。
③找正用的垫铁尺寸较大,而面积越大,接触越不严密。因此减小垫铁尺寸,选取小尺寸垫铁,使接触面配合严密。
④由于目前曲轴箱的水平是两边高、中间低,因此决定在曲轴箱中间接缝处加垫铁,使中间下凹上顶,保证水平;另外合理布置垫铁,增加垫铁组数,以利于调整水平。
⑤经过以上调整后,曲轴箱仍有少许不水平。对残余不水平,可采取少量修刮瓦赛的办法来使水平达标。在修刮时,不但应保证水平,还应保证瓦窝与瓦的接触面积。将瓦的背部涂红丹以验证接触情况,将水平仪架在瓦窝上以验证水平情况。
经过以上的措施,可以保证水平在0.05mm/m范围内,使水平达标,达到了曲轴箱找水平的要求。







