
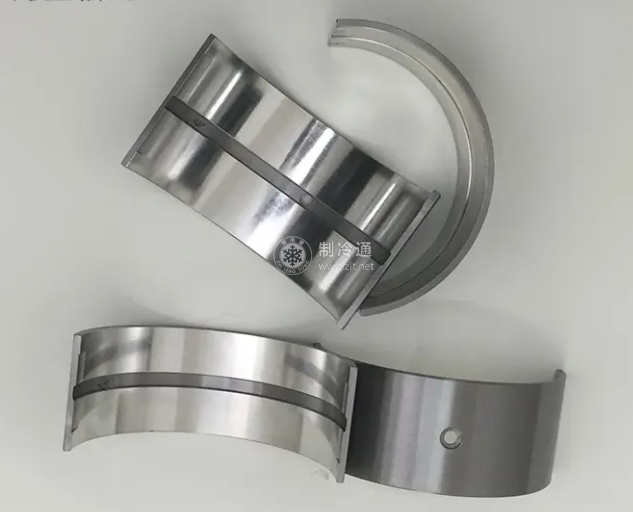
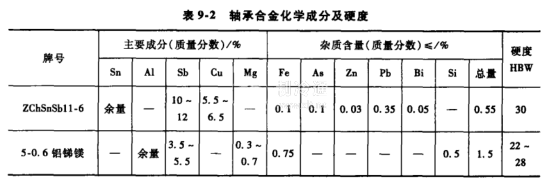
(1)现代压缩机的轴瓦多数采用薄壁结构,由钢壳与轴承合金组成,如图9-1和图9-2所示。钢壳一般用优质碳钢08、10或15号制造。轴承合金常用ZChSnSb11-6或5-0.6铝锑镁合金,其合金的化学成分和硬度如表9-2所示。
(2)制造工艺要点
1)毛坯。毛坯一般选用无缝钢管,或用钢板卷成简形。毛坯尺寸应按瓦的直径加上两瓣统开的切口量,再加上内、外的加工量。
2)精车。精车外径的尺寸公差为h6,表面粗糙度值Ra为1.26um;车内径的尺寸公差为H6,表面粗糙度值Ra为1.26um。保证壁厚的一致性,一般厚度偏差为_.a2mm;按瓦宽度尺寸车端面,表面粗糙度值Ra为3.2um,其尺寸偏差一般为±0.15mm。
3)浇注轴承合金。按图样规定的轴承合金进行浇注,详见3-22问答。
4)精车内径。以外圆为定位基准,精车内圆直径,其尺寸公差为H6。表面粗糙度值Ra应达0.4um,应保证壁厚,一般偏差为8.o2mm。与此同时,进行车油-0.02槽、倒角等。
5)铣瓦口。铣开两瓣,并留有研刮余量,并铣瓦口斜坡口、钻油孔等。此时瓦口是张开的。
6)研瓦口。保证轴瓦余面高度研刮瓦口,其表面粗糙度值Ra为1.25um。
7)镀锡。轴瓦加工完成后,非工作表面镀锡,其厚度为0.002~0.003mm。镀层应均匀,不应有镀瘤。
(3)技术要求
①薄壁轴瓦合金层和钢壳应牢固结合,不应有脱壳现象。内圆面应光洁,不应有夹杂物和孔眼。
②轴瓦面和对开平面应光洁平整,不应有裂纹、划伤、碰伤和压伤等影响质量的缺陷。
③钢壳外圆的贴合度,用涂色法检查。轴瓦内径<180mm时,不少于85%;内径>180mm时,不少于70%。
④轴瓦在压紧状态下,对口平面对外圆母线的平行度,在100mm长度内不大于0.02mm。







