
活塞和活塞杆的修复如下。
活塞的修复
(1)活塞体的修复
①活塞体的外圆面上的擦伤或轻度的磨损情况,可用细锉将毛刺小心修净,再用油石轻轻磨光。
②活塞体支承托瓦合金层脱落或过分磨损,可按浇注轴承合金的方法重新烧注,再按图样加工。加工时应留有适当的刮研余量,以便在气缸对中时剂研。

(2)活塞环槽的修复
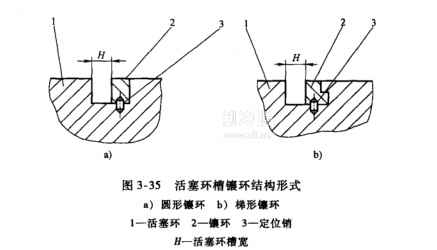
①活塞环槽损伤时,可以用壤环法修复。所巖环为两个半环,其结构形式如图3-35所示。镶环用的材质应同活塞体的材质相同。
②活塞环槽对活塞杆安装孔的垂直度不低于7级精度。
(3)活塞修理技术要求
①活塞外圆柱面的粗糙度值为:直径≤300mm,不大于Ral.6μm;直径>
300mm,不大于Ra3.2um;轴承合金面(托瓦)不大于Ra0.8um。
②环槽两侧面,安装活塞杆孔内表面粗糙度值应不大于Ral.6μm。
③安装活塞杆孔直径公差按H7级,轴承合金支承面直径公差按9.6级,环槽宽度公差按H8或H9级。
④活塞外圆直径公差按11级,外圆面对安装活塞杆孔的同轴度按7~8级精度选取。
⑤环槽两侧面对安装活塞杆孔的垂直度按7级精度,活塞杆安装支承面对孔的垂直度为5级精度。
2.活塞杆磨损的修复
(1)镀铬法活塞杆表面有擦伤、划痕时,应先将这些缺陷修整后,再按镀铬工艺进行镀铬。镀层的厚度一般在0.05~0.15mm。镀后进行磨削,以达到活塞杆的技术要求。
若活塞杆不仅磨损而且有弯曲变形,应仔细测量弯曲程度。如果弯曲程度不大,可用磨削方法修直,然后镀铬修复。
(2)喷涂法活塞杆表面磨损严重,应先进行磨削修整,然后进行喷涂修复。
如果活塞杆表面不仅磨蚀严重,而且又有弯曲变形,应先进行热压校直,然后磨削修整,再进行喷涂修复。
(3)活塞杆修理技术要求
①摩擦表面直径公差按h6,表面粗糙度值不大于Ra0.2μm;如果活塞杆材质为3Crl3,表面粗糙度值应不大于Ra0.4μm。
②摩擦表面的圆柱度应不低于7级精度。
③摩擦表面的轴心线对与活塞和十字头配合部位的外圆轴线的同轴度应不低于8级精度。
④摩擦表面修复后,应进行磁粉探伤检查,不得有裂纹。







