
2.弯曲变形的修复
(1)冷压法
对弯曲变形不大的小钢质曲轴,可用机械方法加压校正,即用V形架将曲轴架在平台上,弯曲凸面部位朝上以便加压,在对应位置的下面放置个分表,借以观察加压时的变形量。准备就绪后,分阶段缓慢增加压力,最后一次压下量不能过大,以避免产生塑性变形。校正时的反弯曲量不宜超过原弯曲量的1~1.5倍。在加压过程中,应根据变形的方向与程度,用小铜锤沿轴表面进行敲击冷作,以便将集中的塑性变形化为分散的微量的塑性变形,避免应力集中,从而增强曲轴的耐疲劳强度。
(2)热压法
对弯曲变形量大的曲轴,应采用热压校正法,即用V形架将曲轴架在平台上,先用氧、乙炔火焰对弯曲凸面加热,温度控制在500~550℃,当轴表面星暗红色时,对弯曲凸面加上压力,其方法同冷压法。在加压过程中,继续对弯曲部位进行缓慢加热,温度要均匀。热压法一般要反复进行数次,直至有反向弯曲为止。
用热压法校正过的曲轴,要进行消除应力退火处理,即对加热部位要缓慢地加热到150~200℃的退火温度,当达到此温度时,应迅速用绝热材料加以保温,待温度降至50~70℃时,再自然冷却。
3.键槽磨损的修复
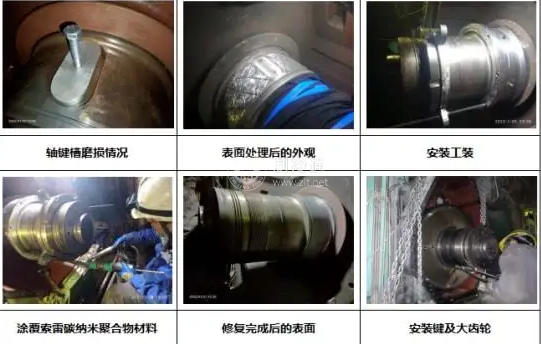
键槽磨损宽度不超过原宽度的5%时,可加宽修复,但加宽程度不得超过原来宽度的15%。使用的键应按扩大后的键槽宽度配制。若键槽磨损宽度大于5%时,应先焊补,然后加工到原设计尺寸。
4.修理技术要求
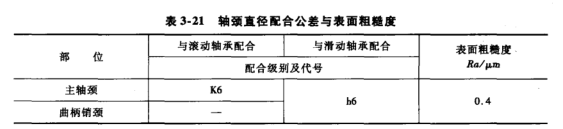
①轴颈直径配合公差与其表面粗糙度如表3-21所示。
②曲柄销轴心线与主轴颈轴心线距离偏差8≤0.1mm。
③主轴颈与曲柄销颈的圆度和圆柱度不低于7级精度。
④曲柄销颈轴心线对曲轴公共轴心线的平行度不低于6级精度。
⑤曲轴键槽中心面对其键槽轴的轴心线的对称度不低于9级精度。







