
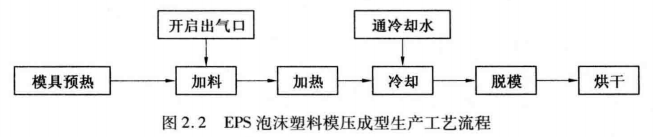
EPS保温泡沫塑料模压发泡工艺为:预热、合模、加料、加热、冷却、脱模。加热蒸汽通过气室(模板)进入模腔,使模腔内的发泡珠粒膨胀黏结为一体,然后进行冷却,脱模取出制品。这种生产方法操作方便,生产周期短,批量大,泡沫塑料制品质量好。EPS泡沫塑料模压成型生产工艺流程如图2.2所示。
EPS泡沫塑料板材模压成型时的操作技术参数如下:
加热蒸汽压力为0. 1 MPa;加热时间为35~40s;流水冷却时间为420 ~480s。制品密度为0.02~0.025g/cm³。模压成型时,使用的蒸汽压最好偏高些,约为294 kPa(温度为110~135℃),如果压力不足,会造成制品表面和中心层的密度不一致的缺陷。







