
浇铸可分为手工烙瓦法和模型浇铸法。
(1)手工烙瓦法
可利用喷灯或热烙铁将粒状的或条状的合金熔化堆焊成合金层,这种方法简单易行。
(2) 模型浇铸法
该方法系将熔化的合金浇铸在预制的成型铸模内。其工艺过程为:
(3)浇铸前的准备工作
①轴瓦清洗 先放在温度达80℃以上的含10%苛性纳熔液中浸煮6~10min后,再用80℃以上的热水清洗。
②除旧合金 用喷灯从轴瓦背面加热,待瓦底与合金层之间的锡熔化后,用石棉刷刷下全部合金,除去合金后的衬瓦表面应呈银白色,不应有金黄色或揭色的氧化物斑点。
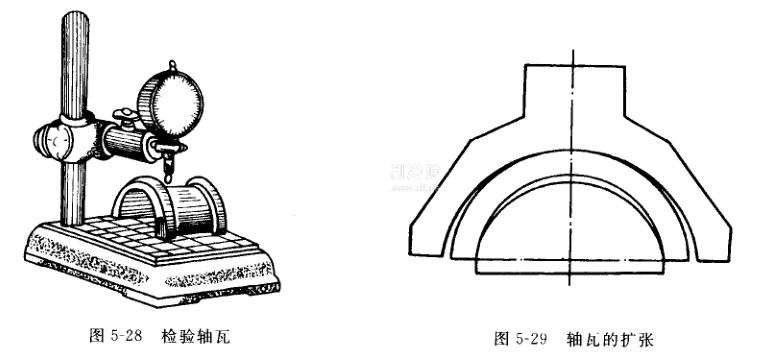
③检修及修整钢背 钢背的分界面应十分平整,与背面的不平行度不能大于0. 05mm(图5-28),与背面高度不够时,绝对不允许在背面垫薄纸片,应用堆焊来解决。轴瓦在浇铸前应该扩张,因合金在冷却时会使钢背收缩一般扩张量为0.4~0.6mm(如图5-29)。
④钢背的镀锡合金与钢背金属是依靠互相渗透和扩散作用而结合的,两者扩散越彻底,结合愈牢,而焊锡就能达到这样的作用。
涂锡有三种方法:第一种为轴瓦投入于熔化焊锡的柑锅中;第二种用焊锡条涂在预热好的钢背上;第三种用烙铁把焊锡烙在稍经预热的钢背上,涂锡时必须使用净剂,以吸收钢背表面的氧化物(市上卖的焊锡膏和氯化锌酸性溶液是常用的净剂)。挂过锡的钢背表面全部应呈银灰色,并应及时浇铸合金,时间不应超过7~10min。







