
(1)轴承合金的熔化
加热温度越高,处于溶液状态越久,则合金被氧化的可能性也越大,则铸造轴承合金后的质量也愈差。防止措施有:
①熔化了的巴氏合金(轴承合金)表面用木炭遮盖,可观察木炭颜色掌握温度不使过热。合金温度在400℃时,木炭底层发红,合金温度达450℃时木炭底层呈赤热状态。此温度较合适。合金温度达490~500℃时木炭底层会烧焦成灰烬。
②合金在熔化过程中,禁止将浮起在上面的氧化物排除。熔化时间越快越好。
③应采用口径小的柑锅,减少合金与空气的接触。
④定期投入硼砂并予以搅拌,使氧化物还原,并促使氧化物上浮。
(2)浇铸方法
①用模型浇铸轴承合金,就是轴承在0止的状态下把熔化的合金浇到铸模中去,见图5-30。
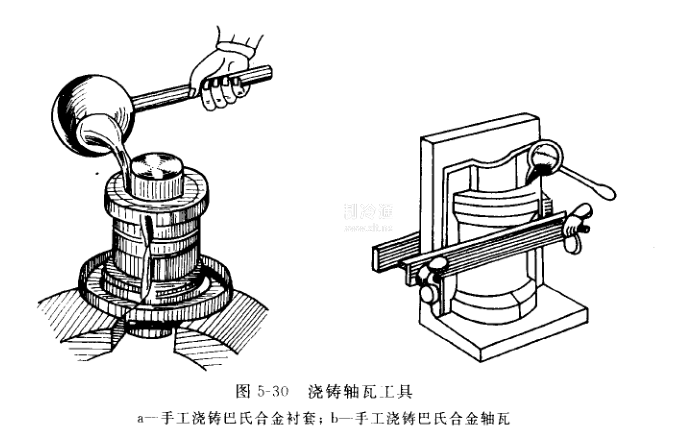
这种方法的缺点是铸模的预热难以保持技术要求。合金中易生气孔和砂眼,浇出的合金层较厚。
②离心浇铸法离心浇铸是在专门的一个旋转夹其中完成的,见图5-31所示。
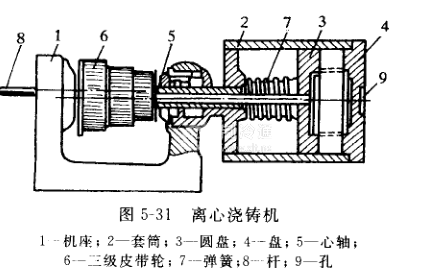
合金从浇口滚到旋转中的轴瓦的钢背表面,以摩擦力和离心力的作用在表面贴敷一层,直至结成固体。这种方法的优点为:合金晶粒细致,韧性增高,合金层紧密,无气孔砂眼,耐磨性好,磨擦系数低,但要特别注愈转速,其转速与轴瓦直径有关,见表5-14。转速过快会发生偏折现象。

在离心浇铸时,熔化轴承合金过程以及准备工作等都.与手工浇铸时相同。
③对轴瓦的质量要求:
a.浇铸后的轴瓦应有足够的加工余量。
b.表面呈银白色。
c.表面应无光亮的大晶体。
d.合金与基本金属结合牢固.若将浇铸好的轴瓦吊起.用小锤敲打时,发出清脆的声音,便说明合金在钢背上结合牢固。
e.合金上允许有个别的砂眼,但其深度不得超过3mm,数量不超过三个,相距在10mm以上。
④浇铸轴瓦合金时,应遵守的安全技术规则:
a.在使用盐酸时必须谨慎.以免烧伤皮肤。
b.用酸腐蚀锌时,应在室外进行。
C.在配制酸溶液时,必须将酸慢慢倾注在水里,而不应将水倾注在酸里,否则会引起酸的强烈飞溅而烧伤皮肤。
d.浇铸勺子浸入熔化的轴承合金之前应当烘干,因为湿勺子浸入时,会引起轴承合金飞溅而烧伤皮肤。
e.必须小心地、缓慢地将温度计浸入合金槽中,并将温度计放在熔槽表面预先加热。







