
曲轴的裂纹常发生在曲柄肩上。产生裂纹的原因很多,如对曲柄肩的圆角半径加工处理不恰当,引起应力集中;工作时轴承间隙过大,引起冲击荷载以及曲轴弯曲;各主轴承安装不同心而引起交变应力都能使曲轴产生裂纹,见图5-26所示。
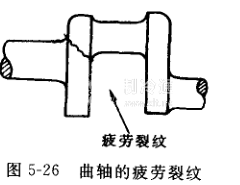
如未及时发现裂纹采取措施,可能发生折断曲轴的严重事故。在轴颈表面发现有轴向裂纹经研磨后,如能消除者.尚可继续使用。如发现有径向裂纹,则在使用中因受应力作用,裂纹将会逐渐扩大。
故应于发现这种裂纹时,有备用曲轴应即更换,不宜再采用任何修复措施,以防止修复加工后的部位,在不正常作用下造成严重事敌。若因材料困难修复后继续使用时.可用焊接方法修
复,但必须积极准备新轴,及时更换,以保证安全运转。
焊接曲轴裂纹的方法:焊前用錾子将裂纹处残余变形的金属剔去,使新的金属全部显露出来。剔成的槽口宽度以易于焊接操作为准。为防止焊后变形,可以采取:
①反弯曲(其量为1-4mm不等);
②加支撑(可用10- 12mm直径的圆杆,不宜过粗),如图5-27。
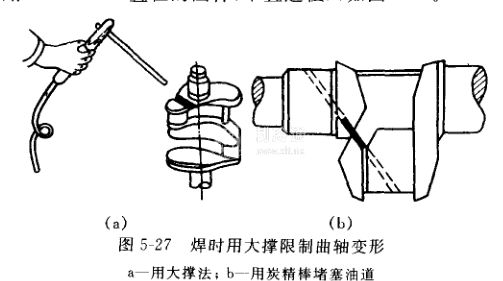
焊时将焊接部位预热至350-450℃,油道用炭精棒堵塞,夹紧在适当的专用焊架上,以低碳钢焊条用电焊熔接。焊接过程中曲轴温度下降,应再次加热继续焊接,焊后立即在500-600℃下热处理。







