
(1)筒节纵缝装配
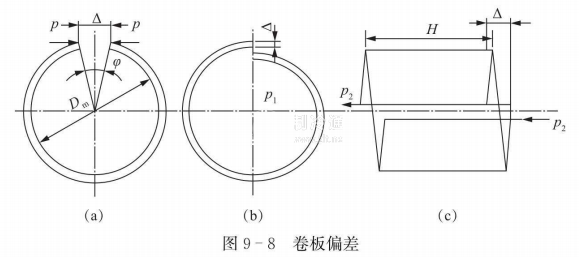
筒节在压力容器的制造过程中,至少有一条纵缝是在卷制成型后组焊的,由于纵缝的组装没有积累误差,组装质最较易控制,但对于壁厚为20-45 mm,直径为1 000~6 000 mm的筒节,若弯曲过程控制不好,就会产生如图9一8所示的偏差,从而给组装带来麻烦。
(2)壳体环缝的组装
环焊缝的组装比纵焊缝困难一方面由于制造误差,每个筒节和封头的圆周长度往往不同,即直径大小有偏差;另一方面,筒节和封头往往有一定的圆度误差。此外组装时还必须控制环缝的间隙,以满足容器最终的总体尺寸要求。由于环缝组装复杂性高和需要大的工作量,因此,对机械化组装设备的需求是很迫切的。
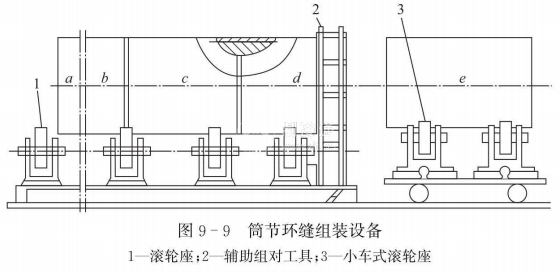
图9-9是国内目前常用的筒节环缝组装设备。小车式滚轮座可以上下、前后活动,能调节到合适的位置,以便与置于固定轮座上的筒节组对。然后用几块长条预焊搭板焊上,搭板数量应尽量少。组对中可用撑圆器、间调节器简式万能夹具和单缸油压顶圆器等辅助具和有关量具来矫正、对中、对齐。







