
压力容器承压壳体上的所有A,B类焊缝均为全焊透焊缝,都要进行无损检测。为保证焊缝质量,坡口的制备十分重要。坡口形式由焊接工艺确定,而坡口的尺寸精度、表面粗糙度及清洁度取决于加工方法。筒体纵缝通常可采取刨边、铣边、车削加工、火焰切割等工艺手段来制备。壳壁开孔可采用气割、车削、镜、钻等方法。对于简体上较大的开孔、加工,原有的设备已无法满足,现已采用机器人进行开孔、坡口的制备。
压力容器壳体焊缝坡口在下列情况下可选择刨边:
(1)允许冷卷成形的纵环缝、封头坯料拼接;
(2)不锈钢、有色金属及复合板的纵环缝;
(3)坡口形式不允许用气割方法制备的或坡口尺寸较精确的,如U形坡口、窄间隙坡口;
(4)其他不适宜采用热切割方法制备的坡口,如低合金高强度材料等。
对于大型厚壁、合金钢容器,大多采用热卷、温卷成型,其环缝坡口可在立式车床上加工完成,其优点是对各类坡口形式都适用,钝边直径尺寸精度高,钝边加工直径容易控制,又能保证环缝装配组对准确。封头环缝及顶部中心开孔的坡口也可在立式车床上加工。
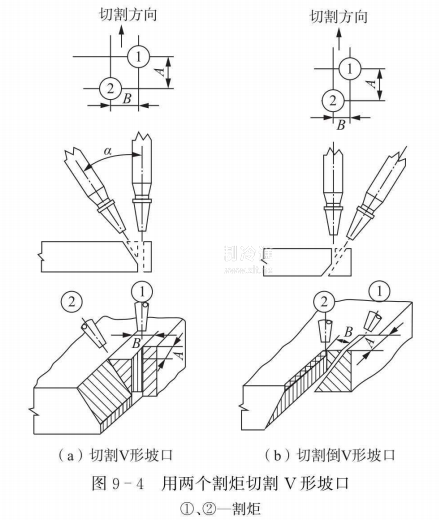
采用火焰切割方法制备坡口,是目前压力容器行业广泛使用的最为经济的手段。切割坡口时,通常是将分离切割与坡口制备合为一步完成的。当在半自动或自动切割机上做双嘴或三嘴切割时,生产率成倍提高。双嘴切割V形坡口可一次完成坡口制备,此时的割嘴配置如图9一4所示。
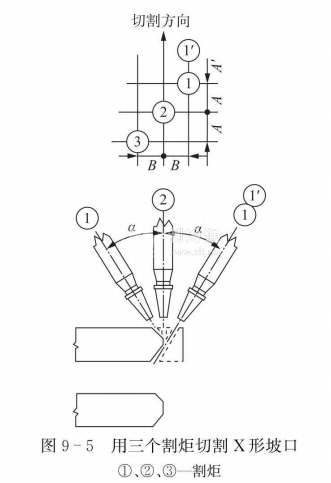
不带钝边的X形坡口可采用单割炬分两次切割,也可用双割炬一次割出。带钝边的X形坡口可采用单割炬分两次切割,也可用三割炬一次加工出来。X形坡口一次切割的割嘴配置如图9一5所示。
除了上述的刨边机加工坡口、立式车床加工坡口、切割坡口外,在一些特定的场合还会采取一些其他的方法加工坡口,例如封头法向斜插孔坡口加工,筒壁侧侧向开孔坡口加工。







