
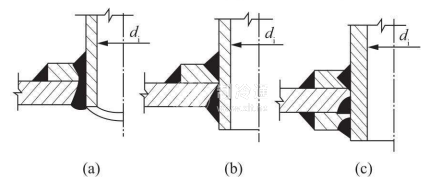
补强圈补强是最常见的补强结构,如图7一14(a)~(c)。在开孔周围贴焊补强圈,补强圈的材料和厚度一般与壳体相同,补强圈与壳体间采用填角搭接焊,为了保证补强效果,两者之间必须紧密焊牢。为了便于焊后检验,在补强圈上开有一个M10螺孔,以便在压力试验前通人0. 4~0.5 MPa压缩气体进行焊缝紧密性试验。
补强圈可置于壳体外表面或内表面,或内、外表面对称放置。通常补强圈多置于壳壁外表面,主要是便于焊接及检验。
补强圈补强结构简单,易于制造,有一定补强效果,故使用广泛。但补强圈和壳壁之间存在着一层静止空气隙,传热效果较差,两者温差应力较大,在补强的局部地区容易产生附加温差应力。同时,搭接板结构没有和壳体或接管金属形成整体,抗疲劳性能差。并且由于补强区域过干分散,补强效果不高。与接管补强、整锻件补强相比应力集中系数相对较大。特别是补强圈与壳体搭接处刚性大。使角焊缝在冷却收缩后产生较大的约束作用,容易在焊缝处产生裂纹,对于应力比较敏感的高强钢更容易开裂。故对于高温、高压或受载有反应波动的重要压力容器不宜采用这种补强结构,通常这种补强形式只用于静压常温条件下的中、低压容器上。

鉴于上述原因,GB 150-2011《压力容器》限定:
①钢材的标准常温抗拉强度Rm<540 MPa;②补强圈厚度应小于1.5倍壳体厚度;③壳体名义厚度≤38 mm。
超出上述范围时,应采用其他补强措施。我国已有补强圈标准(JB/T 4736《补强圈》),设计时尽量按标准选用。







