
装配应在对每个零件进行检查,并对损坏零部件进行修理及更换后进行,装配时一定要注意拆卸时记下的装配位置记号,切不可将位置搞错。
(1)将所有零件清洗干净,并以压缩空气吹干。
(2)将所需使用的工具准备齐全,清洗干净。
(3)将各主轴承按原位装入吸排气端座轴承孔内,并测量轴承内径,使内径符合与转子轴颈配合的间隙要求。
(4)在吸气端座与机体贴合的平面上涂密封胶。涂密封胶时应注意涂抹均匀。
(5)将吸气端座放在机体吸入端,压入定位销后以螺栓固定。
(6)装滑阀及其导向托板,导向托板先以定位销定位后方可用螺栓将其固定。
(7)吸入端主轴承孔、机体内孔涂与正常开车时相同牌号的冷冻油后装入阳转子及阴转子,其中后装入的转子需慢慢旋入,不可强制向机体内压入。两转子的端面应靠紧吸气端座。
(8)在排气端座与机体贴合的平面上涂密封胶,注意涂抹均匀。
(9)将排气端座放在机体排出端,以定位销定位后用螺栓固定。在装排气端座时注意主轴承内孔,切勿擦伤主轴承。
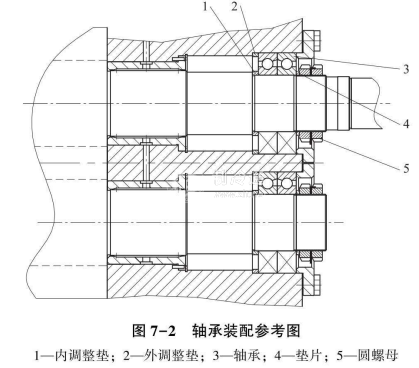
(10)放入调整垫片、止推轴承,并以圆螺母将止推轴承内座圈坚固在转子轴颈上,要注意止推轴承方向。
(11)装上轴承压圈。
装好后应按实际运转方向轻轻盘动主动转子,转动应灵活。如排气端间隙不合理,则应改变调整垫片厚度,如图7-2所示。
(12)将排气端盖装上定位销定位后,以螺栓固定。
(13)装入轴封动环等件,在动环摩擦面上涂冷冻油。
(14)装轴封盖及静环。
(15)装油活塞、吸气端盖。
(16)装能量指示器,注意指针与滑阀位置相对应。
(17)将装好的压缩机吊入机组,并与电动机找正,证明同轴后方可安装联轴器。







