
打入与打出。用锤击的力量使配合件作轴向移动,是最简单拆卸和装配过盈配合的方法,它适用于较简单、坚实或一般性部位。但在操作时应注意不要打坏零件。为了便于零件打入,在轴或孔处车上45°倒角,并在轴或孔的装入处用砂纸打磨,装进4~5mm距离时,在装配面上涂油,才能较顺利地打入。
1.套配在轴上的制冷零件的装配。用过盈连接在轴上的零件主要是滚动轴承传动轮。具体装配时,可以固定好套配件,将轴打入(或从孔中打出),也可以固定轴,打入套配件(或打出套配件)。滚动轴承打入到轴上时,要求打击力量必须作用在滚动轴承的内座圈上,若打在外圈上,就可能造成滚珠同轨道造成压痕,损伤轴承。在装配轴承时,最好做一个与内座相同的简单工具,如用无缝管加工,这样打击时,用力均匀,质量也高。
2.衬套在孔中的装拆。装衬套或滚动轴承外圈装入孔内,都属于过盈配合。当装配时,手锤的打击力量作用在轴或套上滚动轴承的外座圈上,为防止损伤零件必须垫上铅板或铜板。在打击零件时,用力不要过大,要对角敲击,以防衬套偏斜。
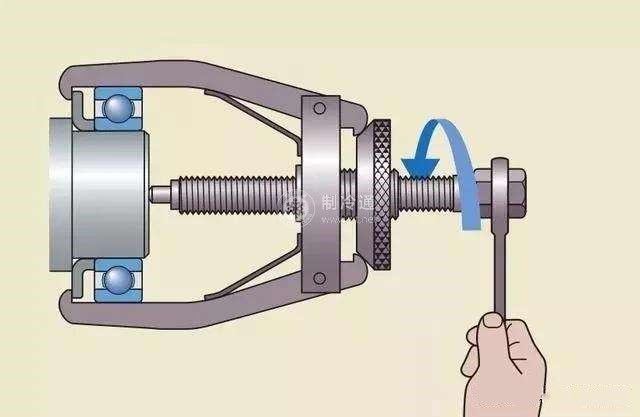
用压力或拉力装卸。用压力或拉力装卸过盈零件与锤打方法比较,其优点是加工零件上的力均匀,能防止零件偏斜及表面损伤。这种方法可装卸尺寸较大或者过盈量大的零件。
用压力或拉力装卸零件的压床和工具,压入或拉出零件用的压床种类较多,常用的有螺旋压床、齿条压床、风动压床和液压压床等。较小零件可在台虎钳上进行,如连杆小头衬套装配。用压床拆装不方便的零件可用螺旋工具进行装卸,如压缩机的飞轮、联轴器等。也可自制工具,如拆卸压缩机的联轴块,可用槽钢上钻φ16孔,做两个专用螺杆把轴头放上圆管,拧紧两边的螺丝即可把它拆下来。
用加热和冷却的方法装卸零件。根据物体热胀冷缩的特性,用加热的方法使孔的直径扩大,用冷却的方法使轴的直径缩小,以使过盈减少或者有了间隙。这种方法适用于过盈大于0.05mm或尺寸较大而宜压配的零件。在实际操作时,加热零件不宜超过100℃℃120℃,否则容易引起零件变形,失去原有的精度,加热可在沸水或热油池中进行,以保持加热均匀,减少变形。有的零件不好拆卸,在拆卸时可加热到90℃~100℃用螺旋工具加力拆卸即可,但注意加温时要均匀,以防零件变形。







