
1.汽缸套的检查与修理
检查汽缸套的磨损时可用内径千分表测量。把校正好零位的内径千分表,放在汽缸内径的上、中、下三个部位交叉测量六次,以检查汽缸内壁的椭圆度、圆锥度及磨损情况。
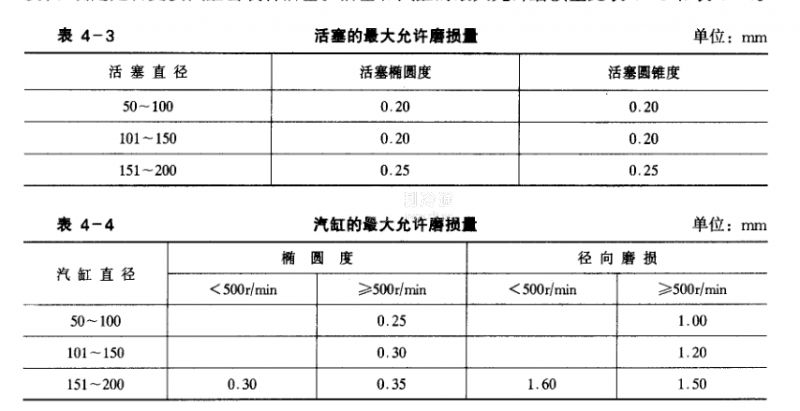
系列化制冷压缩机缸套内径的磨损达到最大磨损量(见表4一4)时,如椭圆度大于最大磨损量的1/2时,应更换汽缸套。除磨损外,缸套吸气阀线破损以及汽缸严重拉毛时,也应更换新缸套。
汽缸套内径有轻微拉毛时,可用280#细砂纸沿圆周方向进行打磨修理。汽缸上平面不平或密封线缺损时,都可进行研磨修理。
2.排气阀组的检查与修理
检查阀片是否损坏,是否有翘曲和磨损。若有损坏则应更换阀片。气阀弹簧应安装端正,应没有偏斜且弹性正常。外阀座下平面与汽缸顶平面的接触处可用灯光检查,以不漏光为合格。
3.活塞体的检查与修理
活塞的磨损可用外径千分尺进行测量。测量活塞的上、中、下三个位置的磨损程度、椭圆度和圆锥度。当活塞直径方向的磨损超过0.3mm,或椭圆度和圆锥度超过最大磨损量(见表4一3)时,应更换新活塞。
活塞的表面有轻微拉毛时,可用细砂纸沿圆周方向进行打磨修理。
4.活塞环的检查与修理
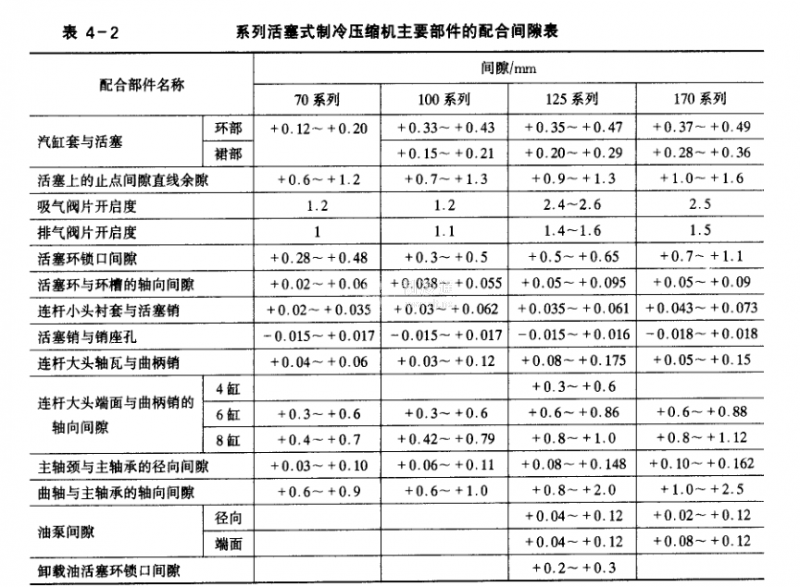
活塞环的径向磨损不应超过1mm,活塞环的高度间隙和锁口间隙不应超过规定值(见表4-2)。参数超出规定要求时应换新环。换新环时若锁口间隙过小,可用什锦锉修整。活塞环与环槽间径向间隙的检查方法见图4一25。

5.活塞销的小头衬套的检查与修理
活塞销用外径千分尺测量其磨损,一般磨损最达0.1mm或椭圆度超过直径公差的1/2时,应换新活塞销。
连杆小头衬套可用内径千分表进行测虽,一般磨损0.1mm以上时应换新衬套。
6.连杆大头轴瓦的检查与修理
大头轴瓦的磨损可通过检查连杆大头的间隙来确定。可用压铅法进行测盘,也可用千分表通过测盆曲柄销的内径和大头轴瓦的内径来测量间隙。测量值与规定值的差即为磨损量。若磨损大于0. 13mm以上时,应换新轴瓦。
换新轴瓦时,应检查轴瓦的边缘是否与连杆大头的母线对齐,轴瓦的背面是否与连杆大头的内圆面贴合紧密。轴瓦与曲柄销应接触均匀,装配间隙符合要求,轴向移动要灵活。否则应用三角刮刀对接触面进行修刮,直至轴瓦面接触均匀。更换新轴瓦时,应根据磨损程度选用普通轴瓦还是加厚轴瓦。
7.主轴承轴衬的检查与修理
主轴承的磨损可用内径千分表来测量。若主轴承衬磨损不大,但配合面有拉毛现象时,可用三角刮刀刮削修理。当轴衬的磨损超过0. 15mm,或轴衬和主轴的径向间隙超过0.25mm时,应更换新的主轴承衬。
为了使轴衬和主轴颈的接触面均匀,装配间隙适当,更换新主轴承轴衬时,应对轴衬的内表面进行刮配。方法是使用三角刮刀对轴衬的内表面分段进行小花刮削,反复多次,直至轴衬套在主轴颈上转动灵活为止。试装配后,配合面上的摩擦点应均匀散布,左右侧边缘不应与主轴接触,而且装配间隙要符合要求,这时才可以将轴衬装到主轴承座上。在装主轴承轴衬时要注意销子孔应对准销子,若对不准则应重新卸下后再进行装配。
8.曲轴主轴颈和曲柄销的检查与修理
曲轴的主轴颈和曲柄销的磨损可用外径千分尺测量。主轴颈的磨损量大于0.35mm时应进行大修或更换曲轴。曲柄销的磨损可分为总磨损、椭圆磨损和国锥磨损。侧量时找出最大磨损点,当最大磨损量超过轴径的0.5%时,应进行修理或更换新曲轴。对曲轴的修理一般采用喷焊和喷镀工艺对磨损处进行喷钢或镀铬,喷镀后再进行机加工,使修复处的几何尺寸及表面粗糙度符合工艺要求,然后再进行装配。
9.连杆螺栓的检查
对连杆螺栓不做修理。若发现螺栓变形、螺纹损坏处出现裂纹、螺栓与螺母丝扣配合松动时,都应更换新件。查看连杆螺栓的螺纹是否完好、有无裂纹,可用放大镜观察。一般裂纹处都有渗油的黑迹。
10.轴封的检查与修理
轴封的常见故障是泄漏。如果是橡胶密封圈老化或损坏则可更换新件。轴封弹簧的弹力不足时也会造成轴封泄漏,这时可将新旧弹簧放在平板上,若两者的高度差大于8mm,应换新弹簧(如有条件也可进行热处理校正)。
应对摩擦环进行仔细检查,如摩擦面的磨损超过0. 5mm时应换新件。若两环的摩擦面有拉毛现象,可用研磨法进行修理。一般先粗磨,再细磨,最后精研。研磨时使用300#研磨粉,精研采用WI.5微粉油磨,直至其表面粗糙度达到规定要求。
11.油泵的检查与修理
制冷压缩机常用的油泵有外啮合齿轮泵、月牙形内啮合齿轮泵和转子或内啮合齿轮泵。齿轮泵常因吸排口的压差作用造成油泵壳的偏磨。若装配精度不高,齿轮之间的啮合不均匀,则可造成轮齿磨损。另外还会出现齿轮端面与泵盖之间的磨损、拉毛现象。这些故障都会造成输油效率降低。
泵壳有轻微磨损或拉毛时,可用细砂纸打磨修理。泵盖拉毛时可在平板玻璃上用研磨砂进行研磨修平,使其表面粗糙度达到要求。泵壳的磨损超过0. 6mm时应换新泵壳。若齿轮端面有轻微磨损时可用细砂纸打磨,然后通过调整泵盖垫片的厚度来调整间隙(也可通过研磨泵壳端面来调整)。当齿轮端面磨损超过齿厚的10%以上时,应更换新齿轮。当油泵齿轮啮合不均匀时,可用涂色法找到接触点,用刮刀进行刮修或用细砂纸进行打磨修理。
12.卸载装置的检查与修理
卸载装置又称为能盘调节机构。卸载装置的组成部件在油压力和弹赞力的作用下,应动作灵活自如。卸载装置常见的故障有油缸弹簧弹力不足、转动不灵活、拉杆凸缘和环槽卡死、油缸与活塞拉毛或间隙过小等。
在对卸载装置进行检修时,应仔细地拆下弹簧和新件比较,弹簧弹力较低或弹赞损坏时应更换新的油缸弹簧。转动环不灵活时应查看原因,如有污物卡住则应拆下清洗。如果转动环拉毛或与缸套摩擦,可用细砂纸打磨。若拉杆与凸缘转动环槽处卡住,可用锉刀锉去毛刺,再用细砂纸打光即可。当油缸与油活塞拉毛或间隙过小时,也可用细砂纸磨光,直至活塞在油缸里能动作自如为止。
13.油三通阀的检查与修理
油三通阀拆卸后应注意检查阀芯和橡胶密封圈是否完好。如阀芯拉毛则应用砂纸打磨,如油缸严重损坏时可更换新件。橡胶密封圈处的泄漏一般是因为损坏或老化,如橡胶圈又长又细、在阀芯上套得不紧或出现裂口、断开时,应更换新橡胶密封圈。







