
电冰箱、空调器等制冷管道的焊接主要采用的是氧气-乙炔气焊接。氧气-乙炔气焊接设备如图7.14所示。

气焊的方法如下:
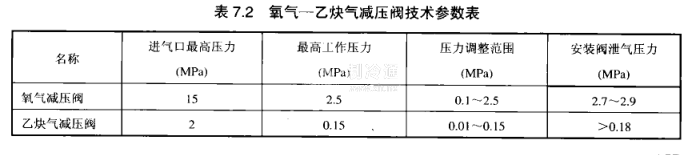
(1)给氧气钢阀和乙炔气钢瓶配置合适的减压阀。储存在钢瓶内的氧气、乙炔气均为高压气体,一般氧气压力为15MPa,乙炔气压力为2MPa。而气焊时需要的是低压氧气和低压乙炔气,因此,使用氧气一乙炔气钎焊,首先要在氧气、乙炔气钢瓶上配置合适的压力调节器。氧气-乙炔气减压阀的技术参数如表7.2所示。
(2)在氧气-乙炔气减压冰上分别接上不同颜色的输气胶管,然后与焊枪连接,关闭焊枪上的调节阀门。
(3)分别打开氧气-乙炔气钢瓶上的阀门,调节减压冰,使氧气输出压力为0.5MPa左右,乙炔气输出压力为0.05MPa左右。
(4)钎焊时,首先打开焊枪上乙炔气的调节阀,使焊枪的喷火嘴中有少量乙炔气喷出,然后点火。当喷火中出现火焰时,缓慢地打开埋枪上的氧气调节阀门,使焊枪喷出火焰,并按需要调节氧气与乙燃气的进气量,形成所需的火焰,即可进行焊接。
(5)钎焊用毕后,应先关闭焊枪上的氧气调节阀门,随即关闭乙炔气调节阀门,后关闭氧气调节阀门,焊枪的喷火中会发生爆炸声。







