管道的杯形口主要用来进行管道的焊接连接,其加工方法有两种。
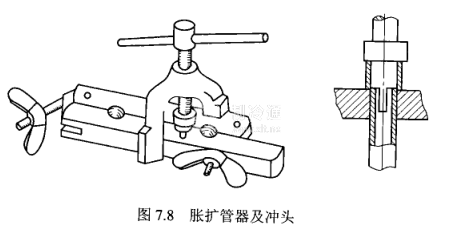
一种方法就想管口扩喇叭口一样,叭管子夹在扩管器夹具上,铜管露出夹具的长度稍长,只是把扩喇叭口的锥头,换成扩杯形口的冲头,操作步骤与扩喇叭口时相通,图7.8所示为扩杯形口的夹具及冲头。
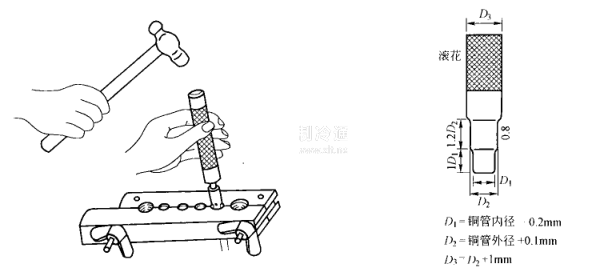
另一种方法是先将欲冲扩的管子的端部约20mm的长度加热退火,然后在室温中自然冷却,再将铜管放在夹具中夹紧,其上部露出铜管10~15mm,用台虎钳将夹具夹紧,然后取相应的扩管冲头用榔头轻轻将冲头敲入管内,边敲边转动,边敲边检查扩口的管壁厚度是否均匀,要防止一下子将冲头敲到底,造成管壁破裂,带冲出需要的杯形口即可取出冲头,冲扩完毕后用干布擦拭,杯形口加工完毕,杯形口应不扁、无裂口、四周厚度均匀,冲头及加工方法如图7.9所示。