
修理时,首先要排除堵塞情况,将毛细管进行清洗。将制冷系统中的制冷剂全部排放出来。将压缩机与排气管、冷凝器与过滤器、过滤器与毛细管、毛细管与蒸发器、回气管与压缩机的各个连接部位,用气焊烤红拔断。用汽油或四氟化碳清洗毛细管、过滤器,并用氮气吹除汽油味。同时,用高压氮气分别吹除冷凝器、蒸发器、毛细管,使其管道通畅。清洁后的毛细管一定要进行干燥处理,若有条件还可进行吹压试验。
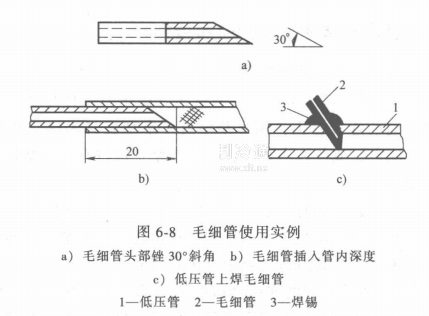
由于毛细管内孔管径很小,在安装时若不注意,很容易被杂质堵塞。为了防堵,在毛细管入口端装上干燥过滤器。选用过滤器的铜网要细而密,规格最好是200-300目。毛细管两端连接处必将其锉出30°的斜角(注意防止铜末进入管内发生堵塞),如图6-8所示,当插入粗管时不可太浅,最好是20mm左右,采用银焊或锡焊均可,特别是银焊时,应注意毛细管的温度不能过高,防止毛细管被高温烧化。锡焊时一定要把焊接头处理清洁,镀上锡层,再焊实,要避免虚焊。不要用具有腐蚀性的焊剂,以采用松香焊剂为宜。
①当几根毛细管并联使用时,为使流量均匀,应采用分液器。分液器要垂直向上安装,使液体能均匀分配。
②当毛细管与粗管相连接,粗管径超过毛细管直径较多时,可将粗管夹扁一部分,这样便于与毛细管焊接。焊接时烙铁在焊锡处停留时间不可太久,以防熔化的锡和助焊剂将毛细管阻塞。
将冷凝器与过滤器、过滤器与毛细管、毛细管与蒸发器焊接起来,再用1568kPa的高压氮气从排气管端接入系统吹送,在回气管端应有气体吹出,确认焊接无堵后,再将排气管和回气管分别与压缩机的相应管子焊接起来。
在制冷系统高压试漏、真空试漏合格后,方可往系统中充灌一定量的制冷剂,进行运转和制冷降温。







