
压缩机的零部件通过检查、测量、修理和清洗后,就可进行装配工作,其步骤如下:
以压缩机的吸气端座为底,并在其下垫上木块,竖直装配
将各主轴承按号装入吸、排气端座内,再将吸气端座的两个主轴承各装上挡圈。在压入主轴承后,查看是否变形,并测量主轴承内径尺寸,使与转子轴颈配合的间隙符合要求。
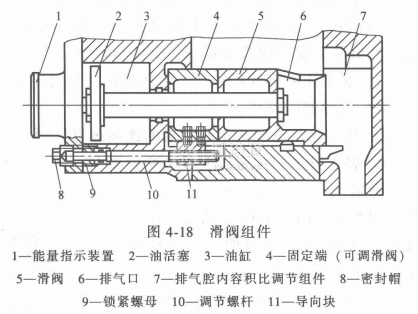
将吸气端座平放在平台上,其平面涂上厌氧胶,吊起机体,呈垂直状装在吸气端座上,压入定位销后,才可拧紧螺钉。装上滑阀组件,但滑阀导向块(导键)应按出厂要求装配,不得前后调换,如图4-18所示。
将机体内和待装入的转子表面涂上润滑油,用吊环螺栓将阴转子吊起,垂直装入机体内,然后用吊环螺栓吊起阳转子,慢慢地旋入机体内,此时,阴转子要跟随阳转子旋转恢复原来 位置。
当转子放入机体后,待转子的下端已与吸气端座紧靠,可测量转子排气端面与机体端面的间隙。用两只吊环螺栓水平地吊起排气端座,然后通过转子轴端装入机体上,在放置时,勿使轴端碰伤主轴承表面。放入调整垫块。将推力轴承装入排气端转子轴(阴螺杆)上,然后将圆锥滚柱轴承装在吸气端的轴上。
在各转子轴上旋上锁紧螺母(必须拧紧),装上推力轴承压板,用螺钉压住。注意用手盘动转子应是轻便无阻力,且能惯性转动若干转。用两个吊环螺栓垂直而慢慢地吊起排气端座,此时转子也跟着上升,使转子露出适当高度,垫上垫块,用塞尺测量转子排气端面与排气端座的间隙。
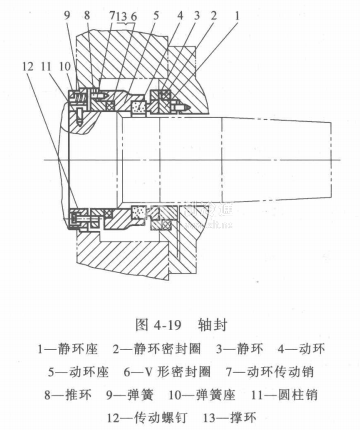
若排气侧的间隙过大,可减薄调整垫块;如间隙过小,则加厚调整垫块。调整结束后,将机体平面按上述方法涂上厌氧胶。转子的吸气端面与吸气端座的间隙,其调整方法与上述相同。排气端座平面放上纸垫,对准定位销和紧固连接螺钉装上排气端座。装上轴封弹簧座、弹黄、推环、密封圈、动环及静环等零件,最后将轴封盖的连接螺钉紧固,如图4-19所示。在装配上述零件时,应涂上润滑油。







