
弯管可分为冷弯和热弯两种方法。
制作弯管时尽可能在弯管机上冷弯,或选用成品冲压弯头。管子外径为57mm及以上时,一般应采用热弯。
小管径管道可使用弯管器冷弯,见图1一64
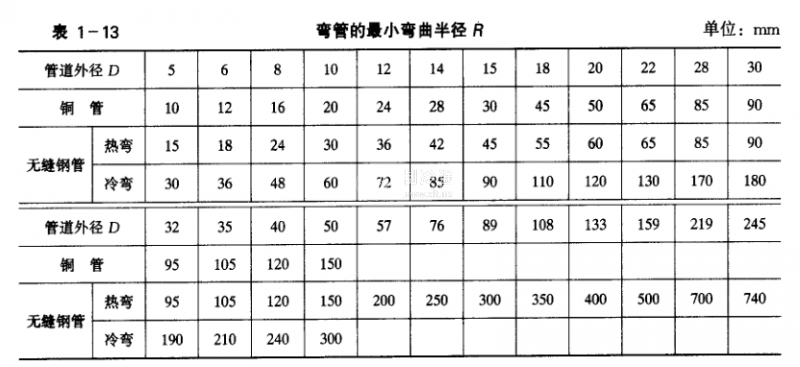
管道采用热弯时,其弯曲半径不得小于规定值。弯管的弯曲半径参见图1一65和表1一13。
如采用填沙的方法弯管时,弯管结束后应将管道内壁的沙子完全清除干净,清除的方法可参照管道除污方法进行。
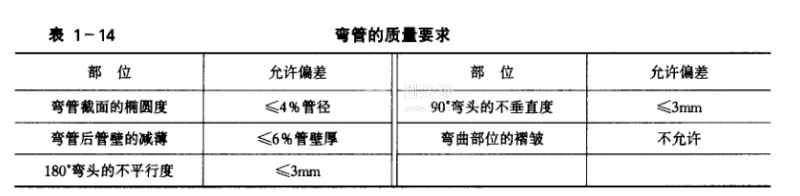
管子的弯曲角度要准确,弯曲处的外表面要平滑,没有皱纹和裂纹;弯曲处管道的横断面上不应有明显的减薄和变形。弯管在焊接时,焊口距弯曲起点的距离应大于100mmo弯管的制作质量应符合表1一14的要求。







