化学填补法是一种用环氧树脂填补的方法。它比焊接法简单,质量较好,技术要求不高,不怕水,耐酸碱。
先用碱水清除油垢,后用汽油脱脂干净,然后将裂纹处錾成V形槽,露出金属表面。粘合修理时,先用丙酮将机体裂缝仔细清洗干净,然后加热环氧树脂,使其软化,逐渐变成黏稠状的液体。当温度达到85℃时,用木棍搅拌3~5min,将环氧树脂内的水分、气泡排出去,然后停止加热片刻,将增塑剂按一定的配比放入,使其温度保持在80~90℃之间,再均匀搅拌5~7min,以消除混合剂中的气泡。环氧树脂黏合剂的配方见表3~43。
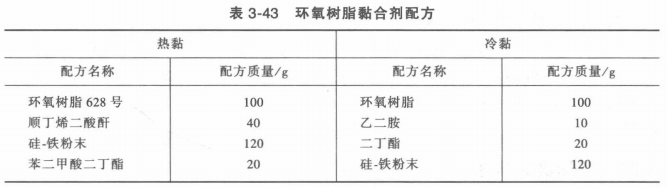
用环氧树脂黏合机体,常用热黏和冷黏两种方法。热黏:当环氧树脂温度降低到70℃时,加入顺丁烯二酸酐;冷黏:当环氧树脂温度降到45℃时,加入乙二胺。浇注黏补液必须使液体向单一方向自然流动,然后在室温下或在120~140%温度下保持5h,使黏补液硬化。
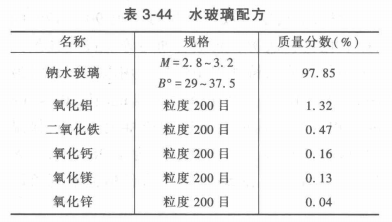
水玻璃型浸液修补法,水玻璃的固化反应为:Na2SiO2+2H2O=2NaOH +H2S102,生成的硅酸溶液由凝胶液体逐渐硬化,形成水玻璃薄膜,它能与浸透液中的饭化物、气缸裂缝处的金属机体连接起来,防止气缸的渗漏。
水玻璃的配方见表3-44。为了加速浸渗液硬化,可采用自然干燥和加热干燥相结合的办法,以促使其干燥速度加快。