
制冷压缩机一般出现裂纹、破口和渗漏较多,当气缸体出现裂纹和渗漏时可以采用补焊法。
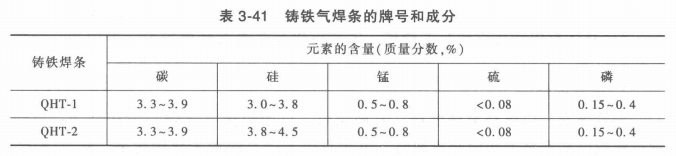
一般可用电、气焊补焊,铸件应用铸铁焊条。用气焊时,常用的铸铁焊条牌号,见表3-41。
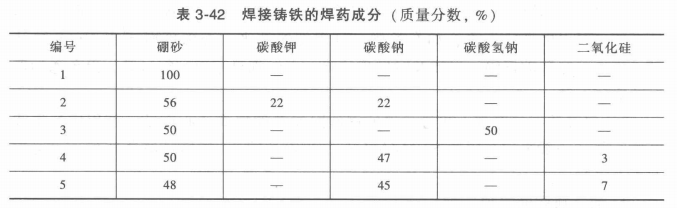
为了除去在焊接过程中产生的氧化物,增加液体的流动性和出渣,常用的焊药成分见表3-42。
修理裂纹时,应先确定其长度,其方法如下:先涂上煤油,然后用浸透煤油的棉丝擦拭表面的油滴,再涂上一层白粉,并在检查的地方用小锤轻轻地敲击,这时煤油将白粉渗湿,裂纹长度清晰地显现出来。除去油污,在裂纹两端处离裂纹10~15mm各钻一直径为4~5mm的孔,并在裂纹上用契子或用砂轮打一道90°~120°的V形格,在补焊区进行净化处理,去掉氧化物、铁锈、灰尘、油污等。将气缸预先加热到100~150℃,对于铸件气缸可采用气焊或用铸铁焊条焊接。用电焊修补时最好用直流电焊机,将电流控制在100~130A范围内;用直径为3~4mm铸308~508号的焊条,短弧焊接,弧度为1~3mm。焊件在避风处缓慢冷却或堆上生石灰保退冷却,以防冷脆出现裂纹。焊件冷却后应试压检漏。高压腔气压为1. 962MPa(表压)。低压腔气压用0.981 MPa(表压)进行试压。在5min内没有任何泄漏现象即符合要求。







