
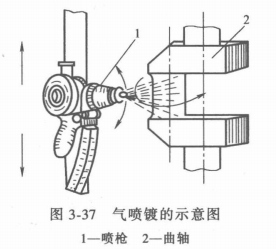
另一种方法是金属气喷镀,其作用和电喷镀相类似,所不同的是气喷镀只有一根碳钢丝,而熔化钢丝是用氧乙炔火焰。气喷的主要设备是喷枪,并在喷枪头部装置一个空气帽,喷枪作上下运动,曲轴作旋转运动,如图3-37所示。
金属喷镀层与轴颈表面机械结合,而不是熔焊结合,所以在被喷镀的轴颈表面必须先除油、清污、干燥和粗糙化,这样才能使喷镀层与轴颈良好的结合。
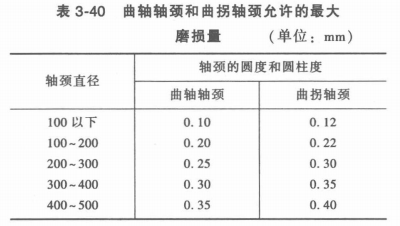
金属喷铰层厚度为0.5~1. 2mm为好,最厚可达4mm。太厚不牢固,易脱落;太薄强度不够,也易脱落。有时采用喷镀前将轴颈车小1.6~2.0mm,经喷镀的表面都需经过加工,恢复到原来的尺寸,见表3-40。
同样对弯曲程度比较大的曲轴可以采用热力机械校正方法。对于需要校正的弯曲部分,用乙炔焰或喷灯加热,一般温度控制在500~550℃之间,呈现出暗红色后用机械负荷加压校直。这种方法比较复杂,对于小型制冷机的曲轴校正采用的不多。







