
检查气缸套磨损情况:
1.检查制冷压缩机气缸套与吸气阀片接触密封面,不允许有斑点或沟痕,当沟痕深度小于0. 2mm时,可用研磨方法修复;沟痕深度达到0.3mm以上时,应更换新气缸套。
2.检查气缸套与阀套的接触面,不允许有斑点或条状的黑痕迹。
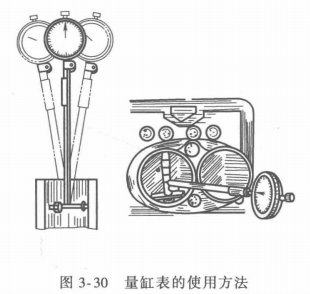
3.测量气缸套磨损量:测量气缸套磨损时使用量缸表,量缸表(千分表装置在T形支架上)的具体使用方法如图3-30所示。或用内径千分尺测量气缸套的磨损数值,如系列12.5制冷压缩机用100~160mm规格的量缸表,或用内径千分尺(规格是125~150mm ),在气缸套内径上、中、下三个部位交叉进行多次测量,检查气缸内表面的磨损数值。
系列制冷压缩机的气缸套内表面的磨损量为1/250缸径时,最好更换气缸套;磨损量为1/200缸径时,必须更换;其圆度大于最大磨损总量的1/2时,也应更换气缸套。
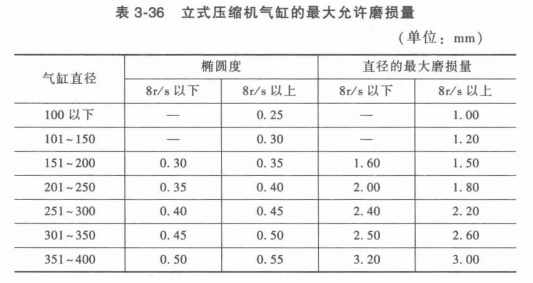
国产非系列的不同转速的制冷压缩机的气缸最大允许磨损量见表3-36。
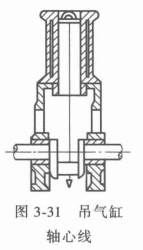
检查如图3-31所示老式的立式制冷压缩机的气缸垂直度和水平度。
1.检查气缸的垂直度。气缸的垂直度可在气缸内用侧锤吊轴心线(用直径0. 2~0.3mm的钢丝)的办法来侧量,如图3-31所示。
使用内径千分尺先找出气缸上端中心点,再测量气缸的下部,然后将气缸圆周分成四等份,每隔900测量从气缸壁侧至轴心线的距离,即可得出气缸的垂直度偏差。气缸垂直度允差1000:0. 15。
2.检查气缸的水平度。对于立式压缩机用框式水平仪在气缸上端(取下气缸盖)测量其横向和纵向水平,每米偏差不得超过0.3mm。







