
气焊的点火顺序为:先分别打开燃气瓶和氧气瓶阀门(无前后顺序,但应确保韩墙上的控制阀门处于关闭状态),然后打开焊枪上的燃气控制阀门,用打火机迅速点火,最后打开焊枪上端氧气控制阀门,调整火焰至中性焰。若气焊枪口有轻微氧化物堵塞,可首先打开焊枪上的氧气控制阀门,用氧气吹净枪口,然后将氧气控制阀门调至很小或关闭后,再打开燃气控制阀门,点火,最后再打开氧气控制阀门,调至中性焰。
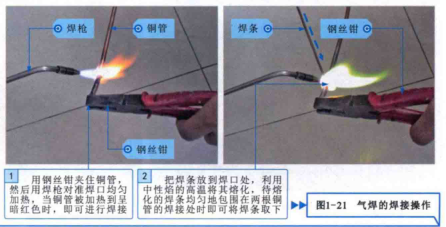

调整好焊枪的火焰后,焊接操作如图1-21所示。在焊接操作时,要确保对焊口处均匀加热,绝对不允许使用焊枪的火焰对管路的某一部件长时间加热,否则会烧坏管路。通常,关火顺序为:先关闭焊枪上的氧气控制阀门,然后关闭焊枪上的燃气控制阀门,若长时间不再使用,还应最后关闭氧气瓶和燃气瓶上的阀门,关火顺序不可相反,否则会引起回火现象,发出很大的啪啪声。
在焊接操作时,首先要确保对焊口出均匀加热,绝对不允许使焊枪的火焰对准铜管的某一部位进行长时间加热,否则会烧坏铜管,另外,在焊接时,若电冰箱压缩机工艺管口的管壁上有锈蚀现象,需要使用砂布对焊接部位附近1~2cm的范围进行打磨,直至焊接部位呈现铜本色,这样有助于管路连接器很好的焊接,提高焊接质量。







