
压缩机轴封与轴承的寿命以及电动机轴承的寿命取决于联轴器正确的安装与校准。机组出厂前已对联轴器做了平行偏差及角偏差的调整,但在机组的运输搬运过程中,可能发生变形移动,因此,在现场安装后必须重新检测压缩机安装盘和电动机安装盘之间的距离并重新找正。机组在启动之前必须做初次找正并在热运行4h后重新检查。找正时可用指针百分表及连接工具来测量轴的角偏差与平行偏差。联轴器的调节就是交替测量角偏差和平行偏差并调整电动机位置直到偏差值在规定的范围内(见表6-5)。

1)检测两安装盘之间的间距
拆下任意一个安装盘与间隔轴的连接螺栓及金属径片,另一个安装盘与间隔轴仍保持连接,检查电动机安装盘与压缩机安装盘是否处于正确的安装位置,然后测取它们的间距(在圆周方向取3~4个读数的平均值)并通过调整使此尺寸符合要求。若采用补偿,要考虑以补偿值来调两安装盘的间距。
2)冷状态下的初次找正
1)检查角偏差。
①按图6-30(a)所示安装好指针百分表,使百分表的触头与压缩机安装盘接触,方向指向电动机。用两螺栓连接安装盘与间隔轴,旋转两个安装盘若干转,确保百分表的触头略微受力。
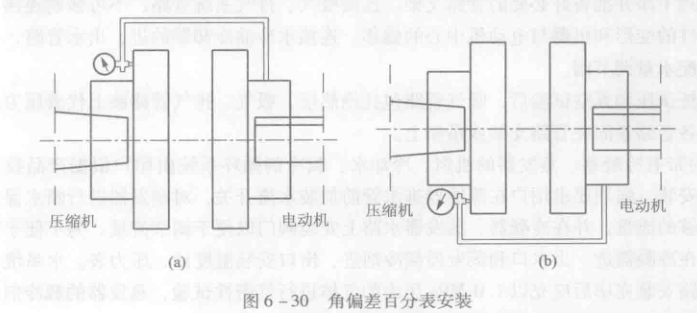
②使百分表位于时钟零点钟的位置[见图6-30(a)],并将百分表读数设为0。将电动机安装盘与压缩机安装盘同时旋转180°至时钟六点钟位置[见图6-30(b)],这时百分表上的测量值为最大的角偏差值(注:当安装盘旋转时,可借助镜子观察百分表上的读数)。
③松开电动机地脚螺栓,移动电动机或调整电动机脚板下的调整垫片以纠正角偏差。角偏差调整好后,重新拧紧电动机地脚螺栓,重复步骤①~③,对所做的纠正进行检查,对角偏差做进一步调整和检查,直到百分表读数在规定范围内。







