
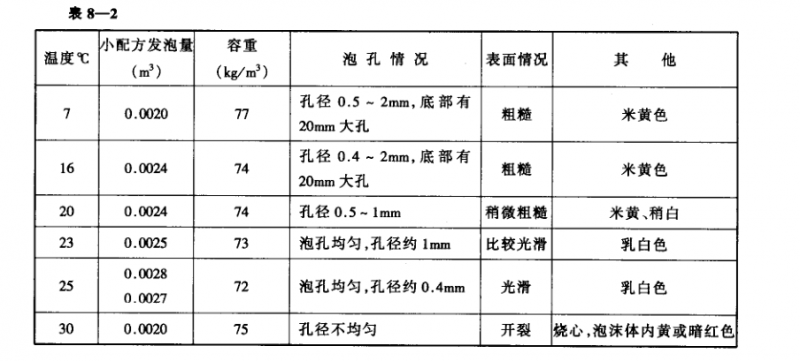
按配方将羟值在500mg(KOH)/g左右的多羟基化合物和交联剂、催化剂、发泡剂、泡沫稳定剂、阻燃剂等正确称量,均匀混合置于甲组料容器中,将异氰酸脂置于乙组料容器中,如温度过低,全部物料须在水浴中加热调整温度(温度过高则降温),然后甲乙两组料由机械混合后注入模内发泡成型,甲组混合料每次灌注称量须根据模板的具体情况而定,一般控制在1~2公斤范围内,以每次1公斤较好,以免料层过厚影响散热。物料的施工温度以25℃为最好,所形成的泡沫体为乳白色,气泡均匀、密实,表面光滑,孔经约0.4毫米,取5x5厘米试件测定其容重为72kg/m3。物料在不同施工温度时的效果比较见表8-2。
泡沫发生过程分三个阶段,搅拌为15~20秒,从搅拌起泡最快为50秒开始,最慢为1分30秒开始,凝固约在4分钟以后。物料混合搅拌完毕至开始发泡之间的灌注操作时间只有30~70秒钟,如果操作过于紧张,可酌减三乙醇胺用量,稍为延迟起泡时间,以利操作。







