
当漏点确定以后,一般要经过补粘或焊补的方法来处理,之后还要用压力实验检漏,确认无泄漏后方可进行抽真空操作。在充注制冷剂之前,也必须进行抽真空处理。如处理不彻底,则有可能在系统中形成冰堵。抽真空的操作方法如下:
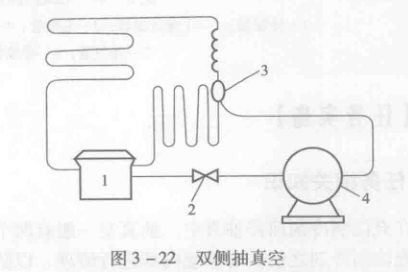
所谓双侧抽真空就是在高、低压侧同时进行抽真空操作,主要是为了克服低压侧抽真空对高压侧真空度的影响,其管道的连接如图3-22所示。在双尾干燥过滤器的工艺管上焊接带有真空压力表的修理阀,让其与压缩机壳上的工艺管并连在同一台真空泵上,同时进行抽真空,当表压降至-0.1MPa时,先用封口钳将干燥过滤器上的工艺管封死,再关闭修理阀,然后继续抽真空,30~60min后,即可结束抽真空操作。双侧抽真空缩短了操作时间且提高了系统的真空度,但焊点增多,工艺要求高,操作也比较复杂。







