
由于操作不规范,有可能出现图1-7所示的一些缺陷:
1一正确,胀口端正,中心线与管子中心线重合,无倾斜,长度适中,无内陷,无毛刺,无裂口。
2一胀管段长度过短是由于管子夹大夹具露出的长度过短。处理方法是:松开夹具,把管子露出夹具的长度增加,重新装夹后再加工。
3一胀管段长度过长是由于管子夹入夹具露出的长度过长。处理方法是:用割管器把胀管段部分割去,重新夹紧管子,让露出夹具的长度符合要求再加工。
4一胀口内陷是由于管子在胀管前没有把截管留下的内陷及内毛刺去除和干净。处理方法是:用倒角器先进行倒角处理,去除毛刺;或用尖嘴钳插大管内转动,把内陷纠正。
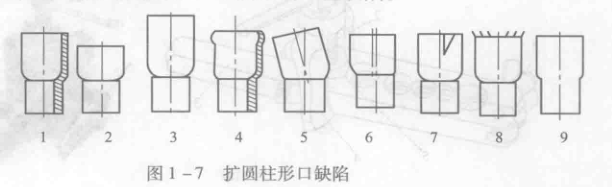
5、6一胀口歪斜和胀管段位置偏移是由于顶压装置的位置不正确。处理方法是:边操作项压装置边观察,发现歪斜和偏移,应及时调整顶压装置的位置。
7一胀口裂开是由于管子没有退火或胀管时用力过猛、速度过快。处理方法是:操作项压装置时,用力不可太大、速度不宜太快。
8一钢管端部出现毛刺。应立即停下来,取下项压装置,用锉刀把毛刺去掉。
9一胀管段未成形是由于项压装置没有旋转到尽头。这时应继续旋转项压装置直至尽头。







