壳管式冷凝器经过一个时期的运行后,管子的接口处会发生松驰和泄漏,管内因锈蚀会发生裂缝或小孔等缺陷。检查壳管式冷凝器的裂缝、小孔、腐蚀等,无法用钻孔和截管法进行检查。只能用水压或气压试验检查。若发现管头和多孔板结合处泄漏,可用粉笔记上标志后再进行修理.如检查管子本身裂缝或小孔时,可用气压检查,即将加压后的冷凝器装满水,看哪一根管子有气泡,就是哪根管子泄漏。另外也可将使用中的冷凝器停水,用酚酞试纸在每根管子试验,找出哪一根管子泄漏。记录后,进行修理。
对于多孔钢板处的管子发现泄漏时,可采用焊接或更换新管的办法修理。一般对胀管的冷凝器不采用焊接的办法,可采用更换新管重新胀装的办法,如没有新管更换,可采用重胀的方法。
管子本身有漏点,其管子数目不多,因生产不能停止,或没有备用管子时,可将管子堵死,待大修时更换。
更换胀管时,用錾子錾去管子的胀接部分,即可取出旧管子而不会损坏多孔钢板。
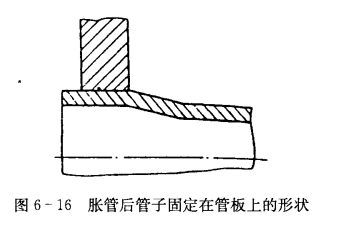
胀管前,把管子两端约20~50mm的长度,用砂纸或锉刀打磨光亮(但不得过分打磨以致影响其本身强度),除去灰尘、锈和油渍,使管子外壁与多孔钢板口能良好的胀接。并把管头200~250mm的一段退火,退火后用胀管器(见图6-15)胀接在多孔板上,但必须注意管子须长出多孔板平面1~2mm。板孔内径与管子外径之差一般限度为0. 25~0. 75mm之间,小于和大于此数都是不允许的,以保证胀告的严密性。
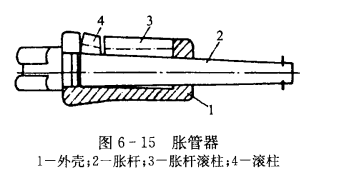
胀管时首先进行管子的固定操作。把胀管器塞入管板内的管孔中,使管板滚柱和管板对齐,壳上的止推盘与管头保持10~ 20mm的距离。胀管器装好后,用手推进胀杆,使滚柱胀开,把外壳稳住,并与管子内壁紧靠,然后用扳手转动胀杆,这时管柱在管中滚压,并和外壳一起旋转。整个胀管器向前移动,待管子胀大到与孔壁完全结合时,胀管器外壳上的止推盘也就靠着管头,并且顶着不动(见图6-16)。