
零件研磨时,可根据零件磨损或划伤的程度,分别在0.5,1.5,2.5μm的平板上研磨(其中0.5μm平板为精研磨,2.5μm为粗研磨)。开始来回直推,然后着力均匀地用∞字形研磨,就能达到足够的精度。研磨后零件表面的不平度,可以用平晶或用零级刀口尺检验。前者可检验平面度达万分之几毫米的精度,后者可达到千分之几毫米的精度。氟利昂制冷机轴封用的非金属石墨环也可用它研磨。当压砂平板切削力减弱时,平板须重新压砂。
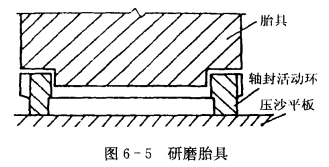
为使零件研磨均匀,应根据零件的特征,制作一胎具,一边研磨一边旋转。图6-5为2AL15型制冷机轴封动密封环研磨用的胎具。
如果条件较差,也可用毛玻璃(但一定要平)作平板进行研磨。这种研磨平板,金刚砂或研磨襄呈浮动状态,相对切削量小,故速度极慢,并且还有少许研磨料戏入被研零件表面。在精研时必须用绸布或廘皮涂上研料和冷冻油在玻璃板上精研,这样才能达到 光洁度。但是,这种方法研磨零件其平面性是较差的。
轴封零件组装时,其摩擦面要抹冷浆油,以免初运行时因缺油干摩擦而发生烧伤故障。







