
1、法兰端面应垂直于风管轴线。直径或边长大于500mm的风管与法兰的连接处,宜均匀设置三角支撑加强板,加强板间距不应大于450mm。
2、焊接的热风温度、焊条、焊枪喷嘴直径及焊缝形式应满足焊接要求。
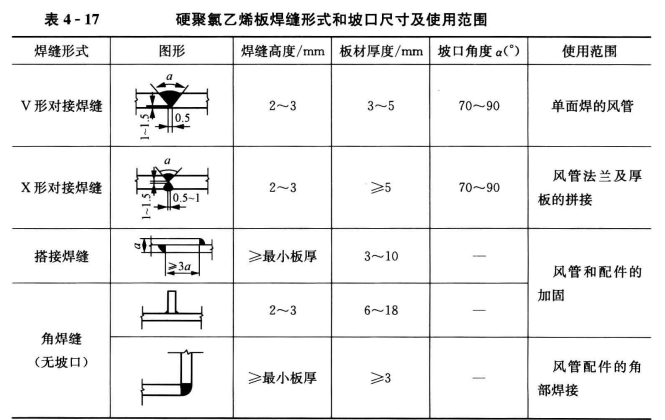
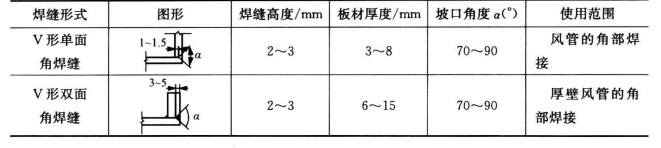
3、焊缝形式宜采用对接焊接、搭接焊接、填角或对角焊接。焊接前,应按表4-17的规定进行坡口加工,并应清理焊接部位的油污、灰尘等杂质。
4、焊接时,焊条应垂直于焊缝平面.不应向后或向前倾斜,并应施加一定压力,使被加热的焊条与板材粘合紧密。焊枪喷嘴应沿焊缝方向均匀摆动,喷嘴距焊缝表面应保持5-6mm的距离。喷嘴的倾角应根据被焊板材的厚度按表4-18的规定选择。

5、焊条在焊缝中断裂时,应采用加热后的小刀把留在焊缝内的焊条断头修切成斜面后,再从切断处继续焊接。焊接完成后,应采用加热后的小刀切断焊条,不应用手拉断。焊缝应逐渐冷却。
6、法兰与风管焊接后,凸出法兰平面的部分应刨平。







