板材放样下料应符合下列规定:
1、放样与下料应在平整、洁净的工作台上进行,并不应破坏搜面层。
2、风管长边尺寸小于或等于1160mm时,风管宜按板材长度做成每节4m。
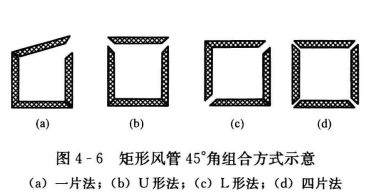
3、矩形风管的板材放样下料展开宜采用一片法、U形法、L形法、四片法(图4-6)。
4、矩形弯头宜采用内外同心弧型.先在板材上放出侧样板,弯头的曲率半径不应小于一个平面边长,圆弧应均匀。按侧样板弯曲边测量长度,放内外弧板长方形样。弯头的圆弧面宜采用机械压弯成形制作,其内弧半径小于150mm时,轧压间距宜为20~35mm;内弧半径为150~ 300mm时,轧压间距宜为3550mm;内弧半径大于300mm时,轧压间距宜为50~ 70mm,轧压深度不宜超过5mm。
5、制作矩形变径管时,先在板材上放出侧样板,再测量侧样板变径边长度,按测量长度对上下板放样。
6、板材切割应平直,板材切断成单块风管板后,进行编号。
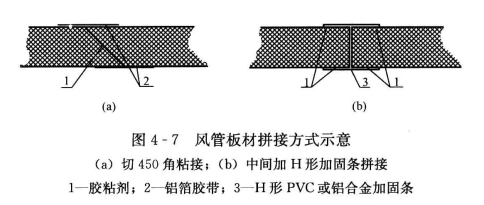
7、风管长边尺寸小于或等于1600mm时,风管板材拼接可切45°角直接粘接,粘接后在接缝处两侧粘贴铝箱胶带;风管长边尺寸大于1600mm时,板材需采用H形PVC或铝合金加固条拼接(图4-7)。