
矩形风管对角线不等
矩形风管对角线不等现象是矩形风管制作中常见的质量缺陷。下料找方不准确,风管两相对面的长度与宽度不相等,风管四角处的联合角型咬合或者转角咬口宽度不相等,以及咬口受力不均等均会致使矩形风管对角线不等,施工时应当多加注意。
1、材料找方划线以后,检验每片宽度、长度及对角线的尺寸,对超出误差范围的尺寸应当予以校正。
2、下料后将风管相对面的两片重合起来,检验其尺寸的准确性。
3、操作时应当保证咬口宽度一致,区别不同的咬口类型,手工咬口要均匀地压实压平。
4、如已出现上述问题。可以用法兰口风管扳边宽度调整风管两端口平行度以及法兰与风管的垂直度。

国形弯头、三通角度不准确
圆形弯头、三通角度不准确主要是指弯头、三通角度线偏移,中心弧线不在同一平面上,直径变小,造成咬口不严密等。出现这种情况的原因主要有:
1、下料时,放大样展开划线不准确,咬口宽度不同,插条尺寸有误,其结果与风管系统内部件连接后影响其坐标与位置尺寸,加大了系统的漏风登。
2、按照一般划线法求出的团周长偏小,其直径相应变小。
3、由于各瓣单、双口宽度不相等,导致成品角度不准确。当单口窄、双口宽时,咬口会松动;当单口宽、双口窄时,单口片的拼接口易受挤开裂。尤其是咬口处两边发生扭转错位,使中心弧线不在同一平面。
应对措施是;
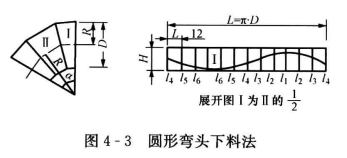
1、可采用系数下料法展开下料,如图4-3所示。
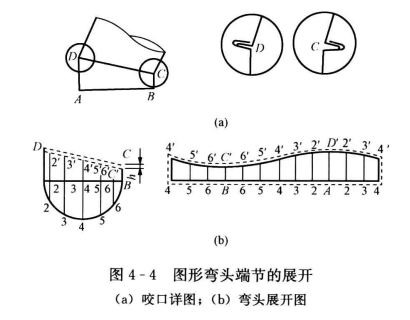
2、弯头咬口时,搭扣紧密程度应相同,对直径小的弯头应当将弯头BC’减去距离h (h通常为2mm),用BC’进行展开,如图4-4所示。
3、弯头各节在咬口时,应当使折边宽度保持相同,并且将纵向咬口缝错开,防止咬口扭转和错位。
4、弯头装配时,要把两节展开线对正,准确后方可咬口合缝。
5、当三通的主风管与支风管组合缝用覆盖法咬口连接时,其咬口余量要相同,宽度需均匀,且要咬紧咬平。
6、用插条连接时,主风管、支风管均应咬口折边,并且检查对口是否正确,再进行结合缝折边。加工的插条间距应相同,插人后要敲平敲紧。
7、出现这种情况后,可以利用法兰口风管扳边宽度的方法调整角度。







