
常见的三通有等径三通和异径三通两种。等径三通的焊接要点如下:
1、认真展开,制作样板。
2、在主管和支管划出定位十字线,并打上样冲眼。
3、分别把雌、雄样板中心对准管子的中心线,把样板紧贴在管子上,划出切割线。应注意的是:主管上开孔的大小应与支管的内径相配。
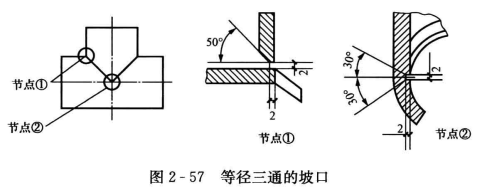
4、进行切割时,应注意切出坡口。坡口要求如图2-57所示。支管上应全部开坡口,在角焊处坡口角度为45°,从角焊处到对焊处坡口角度逐渐均匀减小,对焊处为30°;主管角焊处不开坡口,在角焊与对焊处的中点处开坡口,对焊处坡口角度为3°。
5、焊接前应认真找正,保证两根管子的夹角为90°,用夹持器固定进行点焊,点焊间隔应适中,然后再正式焊接。
6、为避免应力集中应把支管对接处的尖角去掉。
7、其他应注意的问题与对接相同.
异径三通的焊接方法与等径三通基本相同,但当支管口径小于主管口径的1/3时,可将支管插入主管孔内,用在主管上开坡口的方法组对、焊接,此时应注意保证支管管端与主管内壁相平,不能伸入主管管腔内。







