气焊是利用气体火焰产生的热最来进行的一种焊接(或切割)方法。气焊通常采用的气体为乙炔和氧气。气焊一般用于DN>57mm,壁厚小于3. 5mm的管道焊接。气焊焊接规范主要包括焊丝成分与直径、焊嘴直径及焊接速度等。
1.焊丝
焊丝的成分通常应与焊件的成分相同或相近。焊丝直径的大小主要根据焊件的厚度确定,并且要考虑接头及坡口形式。通常情况下,焊件越厚,焊丝直径越大。
2.焊嘴直径
焊嘴直径应根据焊件的材料及厚度确定。焊件厚度越大、导热性越好、熔点越高,所选用的焊嘴直径也应越大。

3.焊接速度
焊接速度与焊缝位置、焊件的熔点及厚度有关.熔点高、厚度大的焊件,焊接速度应慢些,以免产生未熔合现象;反之,焊接速度应快些.以免烧穿或过热。
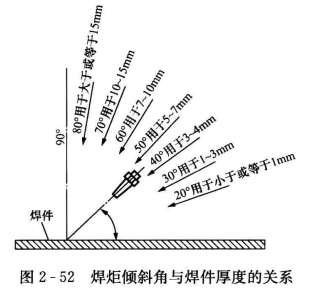
4.焊炬倾斜角
焊接时,应保持焊嘴和焊丝的轴线的投影与焊缝重合。焊炬与焊缝的夹角a对焊接也有较大影响,a越大,热量越集中。如图2-52所示为焊接低碳钢时a与焊件厚度的关系。焊接刚开始时,a应大些。
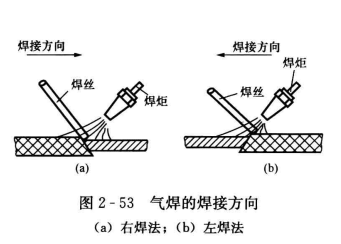
5.焊接方向
气焊按焊接方向分为右焊法和左焊法(图2-53)。其中,右焊法较为常用。气焊的接头及坡口形式、焊接位置等内容与电焊相同。