
焊接是通过局部加热或加压的方法,将两个分离的金属管件连接成为一个不可拆卸的整体,形成永久性接头的加工过程。其特点是接口的强度高、严密性好和成本低;但不可拆卸,操作工艺复杂。
常用的焊接方法有手工电弧焊(电焊)、手工氢弧焊、气焊、埋弧自动焊等。管道安装工程现场主要是用手工电弧焊和气焊。
电焊焊接规范的选择
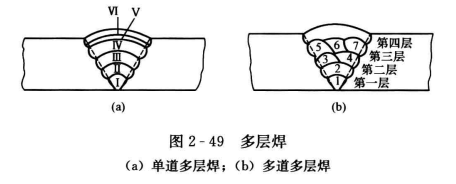
焊接规范主要包括焊条直径和焊接电流。焊接规范选择的合适与否,直接影响着焊接质量。焊条直径根据管件的壁厚来选择,管壁越厚,焊条直径应越大。焊接电流根据焊条直径来选择,通常情况下,焊条直径越大焊接电流应越大。此外,焊接管壁较厚时还要采用多层焊,如图2-49所示。多层焊的关键是要保证焊缝根部熔透。
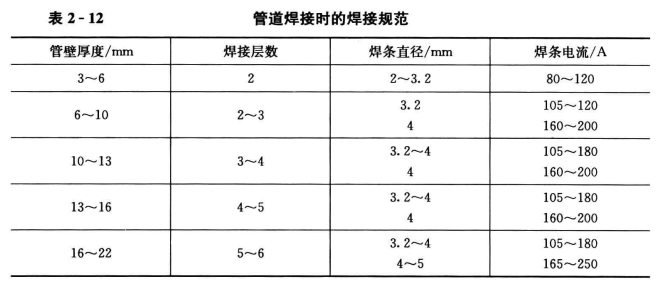
管件对接时焊接层数、焊条直径及焊接电流的选择,可参考表2-12。
2.电焊焊接的接头和坡口形式
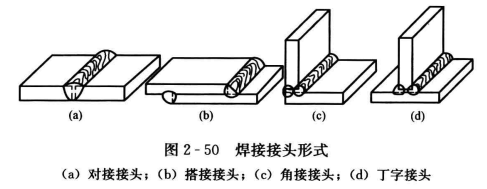
常用的焊接接头形式有对接接头、搭接接头、角接接头和丁字接头,如图2-50所示。
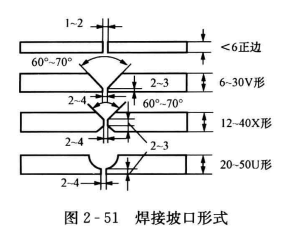
焊接中,管件的待焊处加工成为所需要的几何形状,此形状称为坡口。常用的坡口形式如图2-51所示。
3.电焊焊缝位置
根据焊缝在空间位置的不同,焊接一般可分为平焊、立焊、横焊和仰焊。其中,平焊操作方便、生产率高,焊缝质是也容易保证,在管件焊接时应尽量采用平焊。







