
弯管用砂子粒度选用不当
砂子粒度的大小应根据管径的大小来选择。细小的砂粒充实性好,但容易粘在管壁上;砂粒粗大,充实性差,但抗挤压性强,不易被挤碎。因此,选用粒度合适的砂子是保证热弯管质量的一个重要环节。
弯管用砂子粒度选用表见表2-6。

焊接弯头的节数过少
焊接夸头的角度不同,其焊接节数也不同,其最小焊接节数也不同,应根据相应的规定进行焊接弯头的制作,以免影响焊接质量。
焊接弯头的最少节数见表2-7。
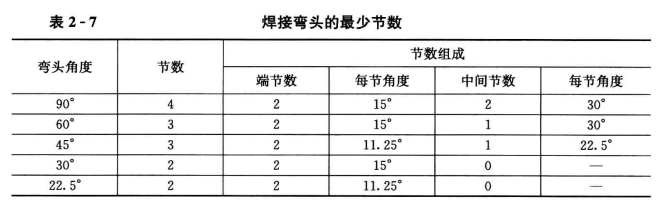
公称直径DN>400mm的焊接弯头可增加中间节数,但其内侧的最小宽度(也称腹高)不得小于50mm。
大直径管道要适当增加焊接弯头的中间节数,节数越多,介质流动就越顺畅,阻力会越小。
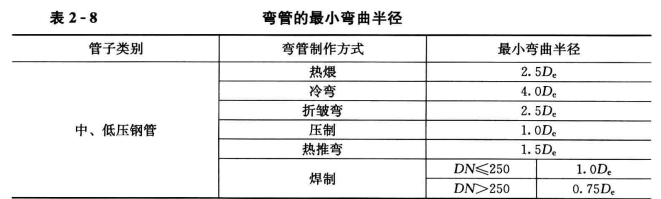
弯管的弯曲半径过小
管道按照材质不同,育曲方式不同,其最小育曲半径也不同,应按照规定要求的最小夸曲半径进行夸管操作,否则会造成管子的断裂。
不同材质的管子在不同弯管制作方式下的最小弯曲半径,应符合表2-8中的规定。

人工热弯温度过高且未清砂
管子热育的主要工序是灌砂、画线、加热弯曲及清砂。加热弯曲时,应掌握适当的温度,以免因温度过高,导致钢管报坏。弯管冷却后,应立即将管内的砂子清除。管壁内粘有的砂粒应彻底清除,以免装好后增加管内阻力或造成管道的堵塞,甚至损坏机器阀件等。
管子通常是在地炉中进行加热。首先,将地炉中放入足量的优质焦炭,待燃烧正常后将管子放入炉内,并在加热管段上盖上薄钢板,以减少热损失。操作时应不断转动管子,不仅应使管子内的砂子烧透,而且要使管段受热均匀。加热时注意火不宜过急、过猛,应根据管材来确定加热温度,一般碳家钢为900~1050℃、铜管为500~600℃、不锈钢管为1000~1200℃。当管子烧成橙黄色且在加热范围内颜色均匀,即可进行弯曲。
待管子冷却后,将砂子倒出并清理管内壁,可用小手锤轻轻敲打,也可用压缩空气吹净夹砂。弯曲成形的弯管主要检查椭圆度、壁厚减薄率、弯曲角度偏差和弯曲部分波浪度等是否符合要求。清除后的砂子应妥善保管,以备再用。







