
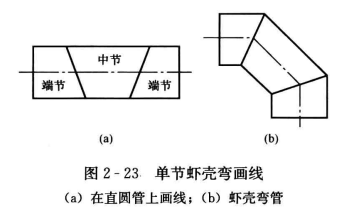
单节虾壳弯管的一个中节、两个端节在画线下料时,可以在钢板上进行;然后,将每节都弯成圆形,进行组对后焊接成虾壳弯管。但最好在现成的直圆管上进行,这样既保证加工制作的准确性,又能节省时间。如图2-23 (a)所示,把中节按水平转1800,再上下各放上一个端节,这样就成了单节虾壳弯管,如图2-23 (b)所示。
1、应先在管道上画出两条对称的中心线,用中心线轻轻冲之,把样板中心对准管道的中心线画出实样。如用卷板管制作弯头时,其纵向焊缝应交叉布置在弯头的两侧。
2、线画好后进行切割,并应清除管端的熔渣。
3、焊接弯头的节与节之间焊缝应开坡口,坡口角度在弯头背上为20°~25°,两侧30°~35°,弯头里边为40°~45°
4、然后,按焊接要求进行组对和定位焊,并用角尺校正其角度。在拼接时还应注意,由于管子壁厚的因素,拼接的弯头常出现勾头现象,这时应将弯头背部整修割去一点。对公称通径大于或等于DN400mm的焊接弯头,应在其内侧的焊缝根部进行封底焊。







