管子的画线、加热和弯曲
1、画线。画线关系到各部尺寸和角度的正确性。管子画线通常用白铅油标出,也就是弯曲的部位等于加热的部位,必须把弯头前两个挡管桩的距离留出来,实际的加热长度为理论加热长度加上2D(D为管子外径)。
2、加热。管子在加热过程中应经常转动,使加热段圆周受热均匀,加热段用废铁皮盖好,以便观察管子加热温度,防止升温过高和过快。要保证管内砂子和管壁温度的一致性,碳素钢管的加热温度为900~1000℃,即加至橘红色或橙黄色,但不能超过1050℃。管子的加热关系到弯曲弧的均匀性过渡、保证几何尺寸及正确的弯曲半径。它是弯管的重要环节之一,管子加热时的发光颜色见表2-2。

3、弯曲。将加热好的管子放到平台上的两个挡管间,必须抓紧时间,防止温度下降,把不需要弯曲的管段用冷却水冷却。在挡管桩和管子之间垫上保护片(木板或钢板),管子的支承点和卷物机牵引管子的钢丝绳应放在一个平面上,弯曲所受的力必须均匀,管子中心线与拉力方向最好成90°,弯曲的管段按样板形状进行弯曲,样板放到管子的中心线处,按样板弯好的弧段用冷水冷却,使该处不再继续弯曲,让弯曲不够的地方和没弯曲的地方继续弯曲。
在弯曲过程中,有时会将管子弯得过度,这时可以沿着管子外侧浇水,使其冷却收缩而自行回弯,弯好的弯头冷却后,通常自行回弯3°~5°,故在弯管时应比样板弯3°~5°,这样冷却后便会准确地符合所需要的弯曲角。然后,应在空气中将活盖上的一层干砂逐渐冷却。由于加热区管段的氧化层已被烧掉,因此应在加热管段上涂一层机油,以防再次氧化。
如果弯第二个弯或多弯头时,必须注意弯头的位置关系。有的是同一个平面上,有的是在两个相互垂直的平面上,也可能是两个相互倾斜的平面上或相互平行的平面上。在弯曲这类管的过程中,不仅要注意每个弯曲角度和尺寸的准确性,同时还必须注意相互位置关系的方向性,在弯第二个弯画线时,应以第一个弯做基准来测量尺寸,而不能以管端做基准尺寸测量。在弯曲第二个弯时,绝不能让第一个弯受力;否则,其角度将发生变化。
热弯管后的热处理及质量检查
对压力较高的碳钢、合金钢管及不锈钢管热弯成形后,必须进行热处理,以消除弯管时残留的有害应力,把弯好的弯管放到热炉内加热至50~700℃左右,然后取出在炉外空气中缓慢冷却。不含稳定剂(钦、妮)的不锈钢管热弯后进行处理的主要目的,是防止加热部分产生晶间腐蚀。热处理的方法是将弯好的弯头加热段再加热到1100-1150℃,然后迅速用水冷却。
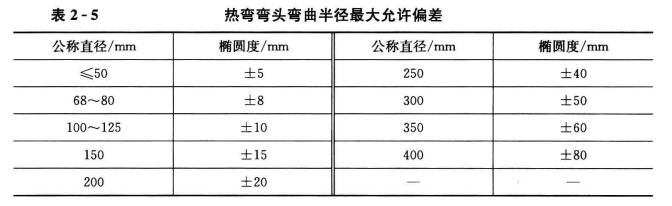
热弯弯头的性能要求见表2-3~表2-5。