
轴封是一个组合件,在修理中,对变形、老化失去弹性和尺寸的密封橡胶圈应更换。磨损和划伤的动、静密封环,就必须进行仔细的研磨。
研磨技术除用于轴封摩擦而研磨外,对于阀片,阀座及各类阀芯、阀座都适用。所以,刮研及研磨在制冷压缩机的修理中,是使用广泛且难度较大的两项维修技能。
为使摩擦面或密封面获得满意的研磨效果,还必须有一个较好的压砂平板。实践证明:用它研磨要求表面粗糙度105m和平面度高的工作面,是行之有效的办法。压砂平板使用Ra 0.55m , Ra 1.55m , Ra 2.55m的三种规格金刚砂,以强力嵌压的办法将它分别嵌入三个互相对研过的且精度达到一级的平板上,这些为数极多且坚硬锋利切削刃的微粒金刚砂,被迫嵌入平板显微组织的石墨组织中,构成了一块具有无数切削刃且又达到一级平面度的平板,被研磨的零件表面就可以往复地在平板上研磨,受到金刚砂粒切削及研磨,使其表面粗糙度及平面度可以快速获得很高的表面精度。

压砂平板制作简单,将三种不同的金刚砂,分别盛于不同的容器,加汽油浸泡,分别洒在三个精度为一级的400mm x 400mm的平板上。然后再用少许煤油抹平,加上一点硬脂酸醋,帮助润滑。涂抹均匀,用压铁(端面表面粗糙度85m,直径约为80mm,长约85 mm的铁棒)来回压,直到金刚砂均匀嵌镶在平板表面,然后用布擦光即可看见暗灰色点状镜平面。
零件研磨时,可根据零件磨损或划伤的程度,分别在Ra 0.55m, Ra 1.55m, Ra 2.55m的平板上研磨(其中Ra 0.55m平板为精研磨,Ra 2.55m为粗研磨)。开始来回直推,然后着力均匀的用8字形研磨,就能达到表面粗糙度105m了。研磨后零件表面的不平度,可以用平镜或用零级刀口尺检验。前者可检验平面度达1/10000毫米的精度;后者可达到1/1 000毫米的精度。氟利昂制冷压缩机轴封用的非金属石墨环也可用它研磨。当压砂平板切削力减弱时,平板须重新压砂。
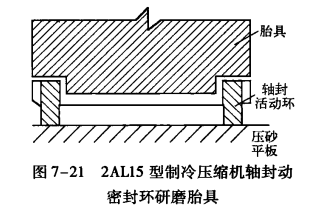
为使零件研磨均匀,应根据零件的特征,制作一胎具,一边研磨一边旋转。如图7-21所示为2AL15型制冷压缩机轴封动密封环研磨胎具。
如果条件较差,也可用毛玻璃(但一定要平)作为平板进行研磨。这种研磨平板,金刚砂或研磨膏呈浮动状态,相对切削量小,故速度极慢,并且还有少许研磨料嵌入被研磨零件表面。在精研时必须用绸布或鹿皮涂上研磨膏和冷冻油在玻璃板上精研,这样才能达到表面粗糙度105m。但是,这种方法研磨零件其平面性是较差的。
轴封零件组装时,其摩擦面应抹上冷冻油,以免初运行时因缺油干摩擦而发生烧蚀故障。







