密封圈的结构形式多种多样,

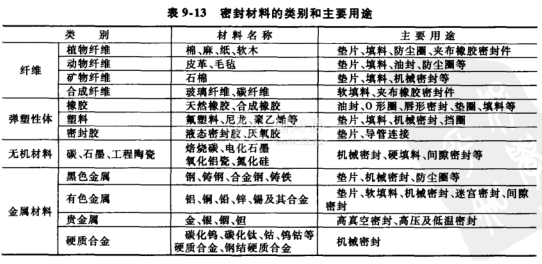
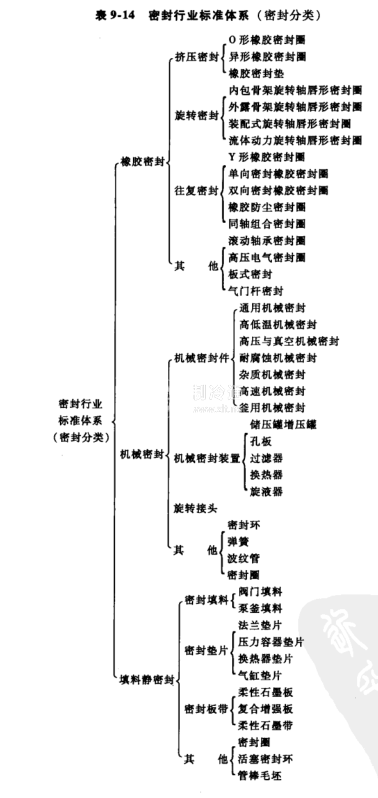
密封圈的密封材料的类别、主要用途及密封行业标准体系(密封分类)分别见表9-13和表9-14。
在低、中压压缩机中,普遍采用图9-20的结构形式。这种平面三斜切口密封圈适用于压力在1MPa以下的填料密封。
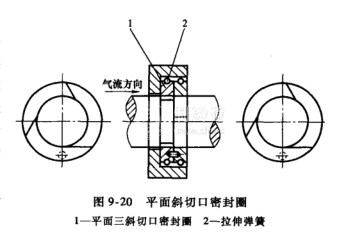
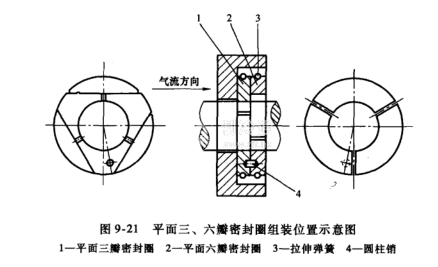
图9-21为平面三、六瓣密封圈组装位置示意图。这种结构适用于压力在l0MPa以下的填料密封。
平面密封圈的制造工艺要点是:
1)铸造毛坯。坯料一般制成简状,加工余量为4-5mm。铸件不能有砂眼、气孔和疏松等缺陷。
2)机械加工。加工要点如下:
①粗加工内、外径,并检查表面质量。
②细车内、外径,并适当留有余量,为铣开后精车内、外径用。车拉伸弹簧槽,并切片,平面加工余量为0.5~1mm。
③按图样画线(三瓣或六瓣),并打印标记,以防铣开后弄错。
④研磨切口,要求密合无缝隙、不漏光。
⑤应用夹具精车内、外径。
⑥精磨、精研两平面。
3.技术要求
①内圆表面与两平面不能有擦伤与划痕;三瓣斜切口式内圆面切口处保持锐角,不允许有掉角而造成轴向沟槽。
②两平面与内圆中心轴线的垂直度不低于7级精度。
③铣开面与两平面的垂直度不低于7级精度,铣开面的表面粗糙度值Ra为0.2μm。
④两平面应彼此平行,平行度不低于7级精度,两平面表面粗糙度值Ra为0.4μm。
⑤内孔的圆度不低于7级精度,内无表面粗糙度值Ra为0.4μm。
⑥其他表面的表面粗糙度值Ra为3.2μm。