滑动轴承轴瓦的修理如下。
1.厚壁轴瓦磨损与拉伤的修理曲轴主轴瓦和连杆大端瓦的磨损未超过最大允许极限时,可用垫片来调整间隙,或用刮研来修复接触面。当用刮研方法修复时,轴颈与瓦的接触面积要大于总面积的80%,接触点要均匀分布。安装时要量准轴与瓦的配合间隙,切勿用过分拧紧螺栓或松弛螺栓的办法凋整间隙;同时要防止轴瓦错位,以免影响油膜的形成或拉伤轴颈、多轴承的安装,要先从中间位置的轴承开始。

2.轴承合金的浇注与焊补
(1)准备工作首先将轴瓦原有的合金除净,特别对燕尾槽底部要细心清理;其后用10%~15%的盐酸溶液清洗,而后置于70~100℃热水中清洗;然后在75~
90℃的10%苛性钠溶液内浸泡,以中和酸性;最后用0~100℃的热水清洗干净。
同时,立即将清洗干净的轴瓦投人熔化的锡坩埚中挂锡。所挂锡底要均匀、薄,厚度约0.1~0.2mm,表面呈银色。锡挂好后,就可浇注合金。
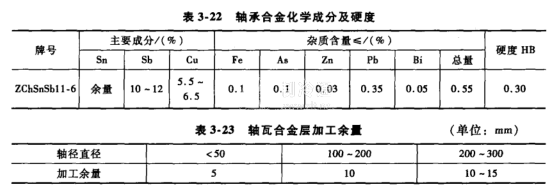
(2)浇注合金1)合金材料。压缩机常用的轴承合金为ZSnSb11Cu6(ZChSnSb11-6),其化学成分与硬度应符合国标GB/T1174一1992《铸造轴承合金》的规定,如表3-22所示。
2)合金熔化。将合金破碎或小块放在坩埚中,上面覆盖20~40mm厚的木屑,并放入少量氯化铵,加热至380~480℃,合金熔化后即可浇注。
3)模具预热。在浇注前,模具应预热到200℃左右,轴瓦预热到200一230℃。
轴瓦装入模具后,即可浇注预先熔化好的轴承合金,浇注过程要快,但到浇注终了时要减慢浇注速度。浇注时,要清除杂质,以免注人轴瓦内。
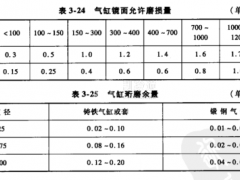
4)加工余量。加工余量与轴颈大小有关,一般可参考表3-23中的数据。
(3)机械加工
①在对开面间,垫上与轴瓦允许最大蜜损量同等尺寸的垫片。
②按技术要求达到最高精度。
③若预定对轴瓦进行刮研时,应留有0.1~0.15mm的刮研余量。
(4)合金层的焊补
①若浇注后的合金层表面出现有小的气孔,可用350~380℃的烙铁进行补焊。
②合金层局部不够加工时,也可用焊补方法修复。修补时首先要除油脱脂,其次将轴瓦原有合金层表面烧熔一层,再用合金条补焊。如果表面有不平现象,可以熨平,然后进行精加工。但要注意:合金层应无脱壳现象;轴瓦合金层的剩落面不得超过100m2,而且在每片轴瓦上不得多于两处;焊补用合金料应与原有轴承合金的牌号相同。
3.修理技术要求
①轴瓦内圆表面应光洁,不得有外来夹杂物及孔眼;合金层与壳体应牢固粘合,不得有脱壳现象。
②轴瓦表面不对开平面应光滑平整,不允许有裂纹、划痕、碰伤及压伤。
③当留有刮研量时,轴瓦合金层的表面粗糙度值应不大于R0.4μm。
④在压紧状态下,轴瓦对口平面对外圆母线的平行度在100mm的长度内不大于0.02mm。
⑤连杆小头村套内,外圆的圆柱度不低于7级精度;同轴度不大于0:02mm。